Кузнечно-штамповочное оборудованиеСтанины
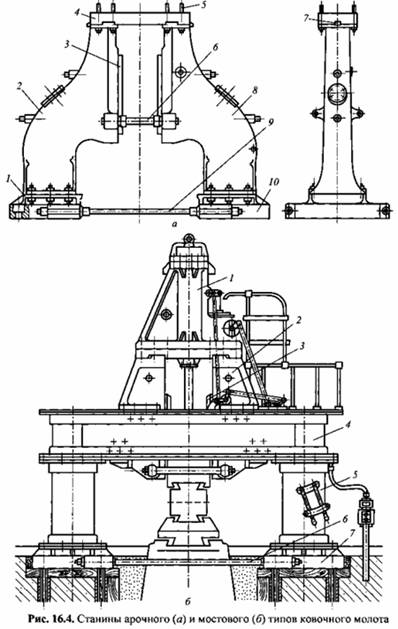
Ковочные молоты выпускают с двухстоечной станиной арочного или мостового типа. В узел станины арочного типа ковочного молота (рис. 16.4, а) в качестве базовых деталей входят левая 2 и правая 8 стойки с регулируемыми направляющими планками 3. Замыкание рамы станины может осуществляться разными способами. В конструкции, изображенной на рис. 16.4, а, стойки установлены на левую 1 и правую 10 фундаментные плиты, стянутые тягами 9. Сверху располагается подцилиндровая плита 4, поперечные пазы которой так же, как и распорные трубы 6 со стяжными шпильками, фиксируют положение стоек вдоль фронта. Поперечная их фиксация обеспечивается шпонками 7. Узел рабочего цилиндра монтируют на подцилиндровой плите и крепят к стойкам шпильками 5.
Стойки современных ковочных молотов изготовляют из стального литья и обычно со скругленным коробчатым сечением.
Для ковки поковок больших размеров арочная конструкция станины становится нетехнологичной (например, для молота с МПЧ 3150 кг просвет увеличивается с 2700 до 4000 мм). В этом случае применяют мостовую станину (рис. 16.4, б) - клепаную металлоконструкцию 4 коробчатого сечения, устанавливаемую на двух круглых стойках-колоннах 5, согнутых из листа и сваренных по шву. Крепление моста 4 к стойкам, а последних - к фундаментным плитам 7 осуществляют болтами; плиты скреплены тягами 6. Сверху на мост устанавливают стальные литые кронштейны 2, на которых расположен рабочий цилиндр 1; снизу в проеме закреплены левая и правая направляющие 3.
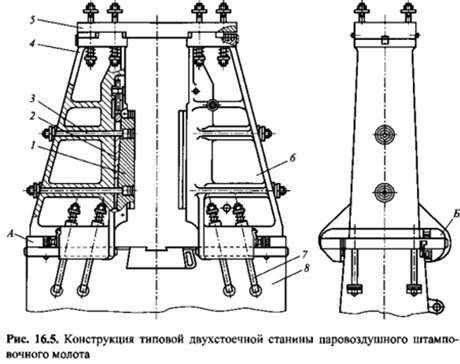
Конструкция типовой двухстоечной станины паровоздушного штамповочного молота показана на рис. 16.5. Стойки штамповочных молотов работают в очень тяжелых условиях импульсного нагружения. По отношению к оси молота сила часто приложена эксцентрично. В результате происходит их сдвиг вдоль и поперек фронта шабота, сопровождающийся изгибом в двух плоскостях. Сначала стойки отрываются от шабота, а затем резко садятся на свое место. Поэтому крепление должно допускать подвижность стоек при ударе и их последующую точную посадку на прежнее место, а также предусматривать компенсацию износа сопряженных поверхностей.
Правую 6 и левую 4 стойки устанавливают на шаботе 5, боковые приливы А которого фиксируют их положение по фронту. Поперечное сочленение стоек с шаботом производится в обхват при помощи переднего и заднего нижних приливов Б у стоек. К шаботу каждую стойку крепят двумя передними и двумя задними подпружиненными шпильками 7. Ось шпилек наклонена под углом 10... 12° к вертикали. Назначение пружин двоякое: при отрыве стоек они выполняют роль амортизаторов, растягивая ударный импульс во времени и уменьшая тем самым воздействующую на шпильки силу; при посадке горизонтальная составляющая силы сжатой пружины прижимает стойку к приливу шабота, фиксируя ее правильное положение.
Функции компенсаторов износа сопряженных вертикальных плоскостей стоек и шабота выполняют два продольных и два поперечных клина. Первые два забивают с фронтальной стороны молота между передними приливами Б стоек и шаботом, а вторые - в зазор между боковыми поперечными плоскостями приливов А и Б этих деталей. Уклон продольных клиньев составляет 1/16, поперечных - 1/24. Для надежности каждый из клиньев контрят шпонкой с зубцами, установленной в пазу станины 6 (шабота 8).
Продольную фиксацию стоек обеспечивают подцилиндровой плитой 5, укладывая ее пазами на шпоночные выступы стоек. В зазоры пазов вставляют планки, а для вертикального соединения используют четыре пары подпружиненных болтов, стягивающих верхние приливы стоек, подцилиндровую плиту и плиту рабочего цилиндра. Для поперечной фиксации используют шпонки.
Горизонтальное перемещение регулируемой направляющей планки 1 для уменьшения или увеличения зазора между нею и бабой осуществляют клином 2. Для подъема или опускания клина служат гайка и болт, квадратную головку которого располагают в пазу клина. К стойке направляющая планка прижата подпружиненными шпильками 3. Точно такое же устройство направляющих применяют и в ковочных молотах.
Стойки штамповочных молотов изготовляют из стального литья. Отливку отжигают, а места контакта с шаботом и подцилиндровой плитой подвергают газопламенной поверхностной закалке. Благоприятное влияние на контактную прочность в указанных местах оказывает хорошая смазка. Прочность стоек обеспечивают приданием ей коробчатого или двутаврового сечения в горизонтальной плоскости и трапецеидального с ребрами жесткости - в вертикальной.
Шабот
Шабот - это массивный цельный блок при массе менее 100... 120 т или составной блок из трех-четырех деталей при большей массе. Шаботы ковочных молотов отливают из чугуна СЧ 21. Для снижения стоимости крупных штамповочных молотов из стального литья изготовляют обычно только верхнюю часть составного шабота, остальные плиты отливают из чугуна. Шаботы мелких и средних штамповочных молотов делают целиком из стального литья.
Конструкция шаботов ковочных молотов ступенчатая (см. рис. 16.1): сверху суженная в размер подбойковой плиты, что облегчает манипулирование инструментом при выполнении таких операций, как рубка, прошивка и т. п.; книзу -уширенная для уменьшения давления на подшаботную прокладку.
Шаботы штамповочных молотов делают прямыми (см. рис. 16.2) или в форме усеченной книзу пирамиды. В составных шаботах для центровки предусматриваются продольные пазы и шпоночные выступы. Соединяют отдельные части такого шабота шпильками, утопленными в его вертикальных пазах.
Конструкторы некоторых фирм рекомендуют устраивать посредине опорных плоскостей шабота для стоек полости с канализационным выходом на боковую поверхность. При отскоке стоек в зазор (область пониженного давления) устремляется воздух и сдувает окалину наружу через эти отверстия, что способствует уменьшению износа контактных поверхностей.
Для транспортировки шабот снабжают несколькими парами расчалочных штырей, отлитых заодно с ним, или глухими цилиндрическими полостями, куда заводят монтажные приспособления.
|
