Технология электрической сварки металлов и сплавов плавлениемЧугун
В современном машиностроении, станкостроении, металлургической промышленности и т. п. до настоящего времени чугун является одним из основных конструкционных материалов. Простая и дешевая технология изготовления чугунных изделий, хорошие литейные свойства чугуна, его высокая износоустойчивость, малая чувствительность к концентраторам напряжений, способность гасить вибрацию, хорошая обрабатываемость и т. д. способствуют его широкому применению в народном хозяйстве. Вместе с тем чугун не лишен отрицательных свойств — это низкая прочность серого чугуна и, практически полное отсутствие пластичности, обусловленные наличием в металлической матрице структурно свободного графита. Вредное влияние графитных включений уменьшается модифицированием чугуна. Изделиями из модифицированного чугуна во многих случаях заменяют детали из стали.
Сварка прочно заняла место в чугунолитейном производстве, главным образом при ремонте вышедшего из строя оборудования и устранении дефектов чугунных отливок. Однако выполнение сварочных работ связано со значительными трудностями.
К чугунам относятся железоуглеродистые сплавы с содержанием свыше 2% С (рис. 9-14). Чугуны делятся на доэвтектические, эвтектические и заэвтектические При затвердевании доэвтекти-ческих ч)гунов из расплава кристаллизуется структурно свободный аустенит в виде дендритов. Затвердевание заэвтектических чугунов характеризуется выделением в первую очередь высокоуглеродистой фазы — первичного графита или цементита, а затем при более низкой температуре — кристаллизацией эвтектики, состоящей из аустенита и цементита Такая эвтектика называется ледебуритом.
Характер затвердевания чугуна определяется его составом и скоростью охлаждения. Замедленное охлаждение способствует образованию графита, ускоренное охлаждение частично или полностью подавляет выделение графита и способствует образованию цементита. С увеличением скорости охлаждения происходит

измельчение графитных выделений вплоть до образования точечного графита, при этом понижается и температура кристаллизации жидкого металла. Дальнейшее увеличение скорости охлаждения приводит к образованию в структуре чугуна ледебурита. Подобным образом действует легирование чугуна карбидообра-зующими элементами (хромом, ванадием, молибденом, вольфрамом). Наоборот, повышение содержания элементов-графитизаторов (углерода, кремния, никеля, алюминия, меди и др ) способствует образованию в структуре чугуна графитных включений.
Охлаждение уже затвердевшего чугуна сопровождается сравнительно небольшими структурными изменениями. В серых и белых чугунах избыточный углерод, выделяющийся из аустенита с понижением температуры, наслаивается на включения графита или цементита. При дальнейшем снижении температуры начинается эвтектоидное превращение аустенита. В результате этого превращения в зависимости от состава чугуна и скорости его охлаждения образуется феррит + графит или же феррит + цементит. Эвтектоидное превращение с образованием свободного графита происходит при очень^ малых скоростях охлаждения, обычно лишь в толстостенных отливках. Поэтому часто даже в тех случаях, когда эвтектическое превращение протекает с образованием аустенита и графита, при эвтектоидном превращении продуктом распада является перлит.
При охлаждении с повышенной скоростью аустенит может превращаться в сорбит и троостит. Тот же результат может быть достигнут в случае присадки в чугун карбидообразующих элементов. Некоторые элементы (никель, медь) задерживают распад аустенита на графит и феррит и сильно измельчают перлит. Более того, при увеличении содержания никеля удается получить не только сор битную и трооститную, но и мартенситную структуру. В нелегированном чугуне это достигает обычно только при его закалке. Легирование чугуна большим количеством сильных аустенитизаторов (никелем, марганцем) приводит к получению аустенитной структуры даже при обычных скоростях охлаждения.
Свойства чугуна, зависящие от структуры, можно изменять в широких пределах.
Классификация чугуна основана на форме и гипе включений графита По этим признакам чугун может быть разделен на четыре группы (таба. 9-24): 1) серый чугун (пластинчатый графит);
высокопрочный или магниевый чугун (шаровидный графит),
ковкий чугун (графит хлопьевидной формы), 4) белый чуг^н (без включений графита).
Все перечисленные выше чугуны обладают плохой свариваемостью. Наиболее широко сварка применяется при ремонте и восстановлении изделий из серого чугуна. Это объясняется как распространенностью серого чугуна, так и наличием способов его сварки, в том числе и обеспечивающих получение в металле шва чугуна, близкого по свойствам к основному металлу.
Ковкий и магниевый чугуны свариваются преимущественно стальными электродами (железо-никелевыми электродами ЦЧ-4) или же дуговой сваркой в защитных газах тонкой электродной проволокой. Однако пока не решена задача получения металла шва, близкого по составу и свойствам к основному металлу. Поскольку сварку ковкого и магниевого чугунов стальными

электродами во многих случаях производят на тех же режимах и теми же электродами, что и серого чугуна, особенности сварки этих чугунов изложены совместно
Некоторые особенности сварки чугуна. Основные затруднения при сварке чугуна связаны с высокой склонностью к образованию ледебурита и мартенсита в металле шва, что значительно ухудшает его обрабатываемость и увеличивает склонность к образованию трещин.
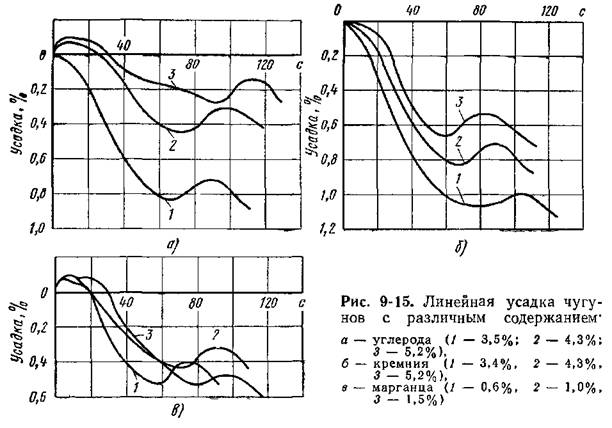
Для уменьшения опасности появления трещин при применении электродов, дающих наплавленный металл, по составу отличный от чугуна, рекомендуется сварка короткими участками, проковка и другие меры. При сварке чугунными электродами возникают дополнительные трудности, которые обычно связывают с низкой пластичностью шва и большой его склонностью к образованию закалочных структур. Кроме того, на склонность к образованию трещин в сварных швах значительно влияет величина линейной усадки чугуна. Характер и величина линейной усадки в условиях повышенных скоростей охлаждения во многом зависят от химического состава металла. Наименьшую склонность к образованию трещин в одинаковых условиях сварки имеет наплавленный металл с высоким содержанием углерода Именно в таких чугунах величина и интенсивность протекания линейной усадки наименьшие (рис. 9-15).
Величина линейной усадки может служить важным критерием %ля оценки склонности чугуна к образованию трещин. При этом определяющее влияние на образование трещин оказывает не абсолютная величина доперлитной усадки, а алгебраическая сумма доперлитной усадки и расширения при эвтектическом и эвтекто-идном превращениях, с одной стороны, и интенсивность протекания усадки на этих этапах, с другой.
Не все чугуны свариваются одинаково. Чугуны с грубой структурой, с большими ферритными зернами и крупными графитными включениями, а также большим количеством фосфидной эвтектики свариваются очень плохо. Легирование никелем, титаном, молибденом и некоторыми другими элементами улучшает свариваемость чугуна. Очень плохо свариваются изделия из чугуна, долгое время находившиеся под воздействием водяного пара или высоких температур. Для их ремонта приходится принимать специальные меры. Лучше всего свариваются неокисленные серые чугуны с мелкими включениями графита, содержащие минимальное количество серы и фосфора
|
