Технология электрической сварки металлов и сплавов плавлениемТермоупрочненные углеродистые стали и стали с защитными покрытиями
Сварка термоупрочненных углеродистых сталей. Применение сталей повышенной прочности представляет значительный интерес с точки зрения уменьшения толщины изделий. Экономически выгодным является использование углеродистых сталей, упрочненных термообработкой с прокатного нагрева.

Режимы и техника сварки термоупрочненного металла такие же, как и для обычной углеродистой стали того же состава. Сварочные материалы выбирают с учетом обеспечения равнопрочное™ металла шва с основным металлом. Так, для ручной сварки термоупрочненной стали применяют электроды типа Э50-О, а для термоупрочненной арматуры — типа Э55-Ф. Для сварки под флюсом могут быть использованы проволоки, обеспечивающие повышенные прочностные характеристики металла шва, например Св-10Г2, Св-ЮГСМТ и др.
Полуавтоматическую сварку в углекислом газе можно производить проволокой Св-08Г2С, так как металл шва при сварке этой проволокой имеет повышенную прочность, или же проволокой Св-20ГСТЮА.
Основным затруднением при сварке термоупрочненных углеродистых сталей является разупрочнение участка околошовной зоны, подвергавшегося нагреву до температур 400—700° С. Этот участок имеет более низкую прочность по сравнению со сварным соединением в целом. Чем больше погонная энергия сварки, тем шире зона разупрочнения. В связи с этим для термоупрочненного
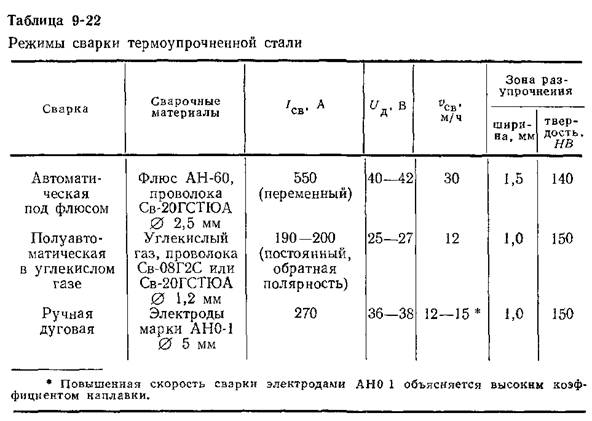
металла рекомендуется применять маломощные режимы сварки (qiv = до 5000 калием), а также использовать способы сварки с минимальным теплоотводом в основной металл. В качестве примера в табл. 9-22 показано влияние различных способов сварки на разупрочнение околошовной зоны при сварке термоупрочнен-ной стали толщиной 12 мм.
Сварка сталей с защитными покрытиями. В качестве защитных применяют антикоррозионные покрытия марок ВЛ-02 и ВЛ-03, а также покрытия на основе эпоксидно-полиамидных смол с цинковой пылью и поливинилбутерол с добавками алюминия и цинка. Однако наибольшее распространение в настоящее время получило горячее или гальваническое цинкование, обеспечивающее максимальную коррозионную устойчивость. Оцинкованная сталь толщиной до 50 мм применяется для изготовления крупногабаритных конструкций, резервуаров, мостов, телевизионных башен и других объектов, а также в виде труб для сантехнических изделий.
Наибольшее применение имеет оцинкованная сталь толщиной 1,6—6,5 мм. Средняя толщина цинкового покрытия составляет при толщине металла 1,6 мм около 50 мкм, при 3,6 мм — 85—90 мкм, при 6,5 мм и более — 100—110 мкм.
При сварке оцинкованного металла возникает ряд затруднений: 1) пары цинка чрезвычайно токсичны, в связи с чем свайку оцинкованного металла можно производить только при наличии сильной местной вентиляции; 2) при попадании цинка в металл сварочной ванны существует опасность образования дефектов в виде пор итрещин (особенно это относится к ТавроЁым соедййё-ниям).
Чтобы избежать образования дефектов, перед сборкой под сварку кромки пластин следует очищать от покрытия. Удалять цинк можно механически (строганием или абразивной обработкой) или нагревом газовой горелкой. Однако следы цинка остаются. Сборку стыковых и тавровых соединений производят с увеличенным зазором, в 1,5 и более раз превышающим зазор при сварке металла без покрытия. Для дополнительной очистки кромок от следов цинка сварку рекомендуется производить с колебаниями электрода вдоль шва, в связи с чем скорость сварки оцинкованного металла по сравнению со скоростью сварки металла без покрытия уменьшается на 10—20%.
Чтобы повысить стойкость металла шва против образования трещин, при сварке оцинкованного металла рекомендуется снижать содержание кремния в шве за счет применения специальных сварочных материалов.
Для ручной дуговой сварки оцинкованной стали можно применять различные электроды, однако предпочтение заслуживают электроды с рутиловым покрытием, обеспечивающие минимальное содержание кремния в металле шва. Качество швов обеспечивается такое же, как и при сварке металла без покрытия. В последнее время для этой цели начали применять сварку в углекислом газе и активированной проволокой без дополнительной защиты.
В качестве примера в табл. 9-23 приведены режимы сварки оцинкованной стали толщиной 1,6—13 мм. Металл толщиной до 3 мм сваривали встык в один проход без разделки кромок, металл толщиной 6—13 мм — при V-образной разделке кромок многослойными швами. Качество и механические свойства металла шва при сварке оцинкованной стали практически такие же, как при сварке стали той же марки без покрытия.
После окончания сварочных работ требуется нанести защитный слой на поверхность шва и восстановить его на участке околошовной зоны, на котором он был нарушен. Защитный слой должен удовлетворять следующим условиям: не требовать высокой квалификации рабочего и сложного оборудования для нанесения; хорошо удерживаться на основном металле; иметь коррозионную стойкость не ниже таковой оцинкованного металла. Представленным требованиям удовлетворяют несколько видов покрытий.
Краска, содержащая не менее 94% цинковой пыли, изготовлена на неомыляемых смолистых синтетических связывающих веществах (полистерин, хлорированный каучук, эпоксидная смола и т. п.). Ее легко наносить кистью, она не стекает на вертикальной плоскости.
Применяют также наплавку цииково-кадмиевыми прутками или цинковой проволокой, содержащей 99,99% Zn. Температура плавления цинково-кадмиевых прутков 270—275° С. Наплавка

производится прутками диаметром 4—10 мм при температуре 300° С. Прутки для восстановления цинкового покрытия изготовляют под различными названиями Re—Golv (Франция), Galvover (Австрия), Golv—weld (США) и др.
Способ восстановления покрытия напылением цинка нашел сравнительно малое применение, так как плохо защищает от локальной эрозии.
Все перечисленные способы восстановления цинкового покрытия обеспечивают хорошие противоабразивные свойства нанесенного слоя, а по коррозионной стойкости не уступают основному покрытию.
|
