Ремонт электродвигателейНа что следует обратить внимание при осмотре статора и ротора.
К ЧЕМУ ПРИВЕДУТ ДЕФЕКТЫ, ЕСЛИ ИХ НЕ УСТРАНИТЬ
Перед осмотром статора и ротора необходимо очистить их от пыли, грязи и масла.
Продувка от пыли производится сжатым воздухом. Прежде чем направить струю воздуха на детали электродвигателя, следует убедиться, что воздух чист и не содержит воды и масла.
Особенно тщательно должны быть продуты лобовые части обмоток и все вентиляционные каналы.
Для уменьшения запыления помещения, где производится продувка, целесообразно иметь передвижную пылеотсасывающую установку, состоящую из вентилятора и фильтра на напорной стороне вентилятора. Всас вентилятора подсоединяется к корпусу электродвигателя вместо одной из торцовых крышек при помощи гофрированного брезентового рукава достаточного диаметра.
Запыленность статора и ротора и особенно их вентиляционных каналов и лобовых частей обмоток резко ухудшает охлаждение электродвигателя. Температура обмоток и активной стали становится выше допустимой.
В наиболее тяжелых случаях дело заканчивается тем, что от перегрева изоляция обмотки разрушается. Возникает пробой ее, и двигатель выходит из строя.
Характерным признаком пробоя изоляции от перегрева является наличие на боковых поверхностях вентиляционных каналов и на видимой поверхности катушек компаундной массы, вытекшей из обмотки.
Кроме нарушения охлаждения, пыль вредна и еще по одной причине. Перемещаясь внутри электродвигателя с большой скоростью вместе с воздухом, она стирает наружные слои изоляции, уменьшает ее толщину и снижает электрическую прочность.
Налипшая на обмотку грязь удаляется деревянными или другими неметаллическими лопатками и затем протирается сухими и чистыми тряпками. При наличии на обмотке и активной стали грязи, смешанной с маслом, после предварительного снятия лопатками полное удаление ее производится чистыми тряпками, смоченными в бензине. В некоторых случаях, при сильном загрязнении-обмотки и вентиляционных каналов грязью с маслом, приходится прибегать к промывке обмотки и каналов бензином из пульверизатора. Для этой цели может быть использован опрыскиватель деревьев или краскопульт с компрессором. Промываемый статор или ротор устанавливается на противень.
При обтирании, и тем более при промывании статора и ротора бензином, должны быть приняты противопожарные меры во избежание воспламенения паров бензина. Место работ должно быть ограждено со всех сторон веревкой с повешенными на ней предупредительными плакатами. Предупредительные плакаты должны быть вывешены и на промываемом статоре или роторе. Члены бригады должны быть проинструктированы об опасности воспламенения бензина. Помещение, где проводится работа, должно быть достаточно большим по объему или в нем должна иметься надежная вентиляция. Ограждения, плакаты должны быть оставлены на месте, а вентиляция должна работать до одного улетучивания бензина со статора или ротора.
Грязь, как и запыленность, ухудшает охлаждение электродвигателя. Любая грязь и пыль снижает электрическую прочность поверхностных слоев изоляции, а при наличии трещин в изоляции может вызвать пробой по этой трещине. Но особенно опасна грязь, образовавшаяся от смешивания пыли с маслом. Масло, попав на обмотку, разъедает ее изоляцию, разлагает компаунд, которым она пропитана, и резко снижает ее электрическую прочность. После более или менее длительного. воздействия масла на вполне доброкачественную изоляцию обмотки даже при кратковременном попадании в двигатель увлажненного воздуха пробой изоляции
неизбежен.
Допродувки и очистки двигателя необходимо оценить степень запыленности или загрязненности его, чтобы решить вопрос о сроке следующего ремонта. Попадание масла в двигатель должно быть устранено при данном ремонте (см. разд. 5, ремонт подшипников).
При осмотре активной стали статора в целях проверки плотности прессовки ее следует убедиться в отсутствии на поверхности стали налета красного порошка, напоминающего ржавчину. Такой налет появляется на участках с неплотной прессовкой и свидетельствует о наличии контактной коррозии, которая возникает на поверхностях листов и деталей, перемещающихся относительно друг друга при их вибрации.
Состояние прессовки необходимо также проверить при помощи ножа или остро заточенной отвертки, которые при плотной прессовке не должны входить между
листами.
Чаще всего слабая прессовка листов обнаруживается вблизи нажимных пальцев, а также вблизи вентиляционных каналов.
При слабой прессовке возникает вибрация листов, которая приводит к разрушению межлистовой изоляций стали и последующему перегреву ее. Перегрев стали в свою очередь приведет к перегреву обмотки.
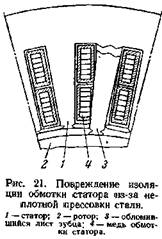
Вибрация стали зубцов статора может вызвать повреждение изоляции обмотки статора в местах соприкосновения ее с вибрирующими листами. Наконец, слабо спрессованные листы зубцов при работе электродвигателя от длительной вибрации могут отломиться у основания зубца. При выпадании отломившегося листа зубца он заденет за ротор и будет давить на пазовую изоляцию обмотки статора, врезаясь в нее (рис. 21). Рано или поздно изоляция обмотки будет повреждена
настолько, что наступит пробой и электродвигатель выйдет из строя.
При общем ослаблении прессовки стали восстановление необходимой плотности возможно, как правило, только при вынутой обмотке и требует сжатия стали до получения давления в 10—12 кг/см 2 .
При местных ослаблениях прессовки, в частности в зубцовой зоне, ее уплотнение производится путем
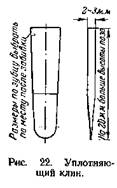
забивки между листами текстолитовых или гетинаксовых уплотняющих клиньев (рис. 22). Уплотняющие клинья забиваются на 2—3 мм ниже поверхности стали . Чтобы клинья не выпали, на них отгибаются соседние с ними края зубцовых листов. Иногда для предупреждения выпадания клиньев ограничиваются покрытием их перед забивкой лаком.
Целесообразно после уплотнения стали покрыть ее поверхность изоляционным лаком. Если при последующих ревизиях на пкрытой лаком поверхности вновь появится коррозия, то необходимо дополнительное уплотнение стали.
При осмотре стали следует проверить (круглогубцами, отверткой) прочность крепления распорок в вентиляционных каналах. В практике были случаи, когда эти распорки выпадали, задевали за ротор и повреждали иоляцию обмотки статора. Тщательную проверку особенно важно произвести при ревизии перед монтажом ии при первой ревизии после включения в работу. Все сло запрессованные распорки должны быть надежно укреплены путем приваривания их к активной стали с стороны спинки статора или путем расклинивания и отгибания на них соседних листов стали.
Если при осмотре стали на ее поверхности будут обнаружены цвета побежалости, что указывает на наличие местных нагревов из-за нарушения изоляции листов, необходимо произвести испытание активной сали на нагрев.
В практике имелись случаи, когда из-за отсутствия надежного крепления активной стали в корпусе электродвигателей через несколько лет с начала их эксплуатации происходило проворачивание статора в корпусе. При этом из-за натяжения и обрыва выводных концов обмотки статора возникало короткое замыкание и электродвигатель отключался защитой. Поэтому при первой ревизии целесообразно проверить невозможность проворачивания активной стали в корпусе электродвигателя. В упомянутых случаях для предупреждения повторного проворачивания активная сталь со стороны спинки приваривалась к корпусу электродвигателя электросваркой. Близкие к месту сварки вентиляционные каналы на время сварки закрывались асбестом.
При осмотре клиньев в пазах следует убедиться в том, что все они держатся плотно и выдвинуть их из пазов не удается. Следует также проверить, хотя бы выборочно, нет ли зазора между клиньями и пазовой частью обмотки.
Выпадание киньев при работе электродвигателя может привести к задеванию и повреждению изоляции лобовых частей обмотки. Кроме того, после выпадания клиньев пазовые части обмотки окажутся незакрепленными и будут перемещаться и вибрировать при каждом пуске и работе электродвигателя. Это может привести к повреждению пазовой части изоляции обмотки. К таким же последствиям может привести наличие зазора между клиньями и обмоткой. Поэтому при обнаружении указанного зазора следует устранить его путем переклинивания пазов с добавлением прокладок из электрокартона нужной толщины.
|
