Вторичная переработка полимеровСвойства: поведение вторичного сырья при переработке
Введение
Вторичная переработка однородных полимеров — относительно простая задача, если их структура сохранилась и ни во время изготовления, ни во время первичного использования не было значительной деструкции (см., например, [1]). Разумеется, процесс деструкции, следствием которого могут быть структурные и морфологические изменения, вызванные уменьшением молекулярной массы, образованием ветвей, других химических групп и т. п., приводит к существенному ухудшению всех физических свойств. Если вторичные материалы, сохранившие свои свойства, могут быть использованы в тех же приложениях, что первичные полимеры, то вторичные материалы с пониженными свойствами менее можно использовать только в специфических приложениях. Поэтому при механической повторной переработке однородных полимеров задача заключается в том, чтобы избежать дальнейшей деструкции в ходе технологического процесса, то есть избежать ухудшения свойств конечного материала. Этого можно достичь правильным выбором оборудования для переработки, условий переработки (см. главы 4 и 8) и введением стабилизаторов (см. главы 3 и 7).
В этой главе мы рассмотрим связь свойств однородных полимеров с условиями их переработки (в том порядке, в котором свойства полимеров изменяются с увеличением числа шагов переработки), а также с типом применяемых машин; кроме того, мы исследуем зависимость свойств от исходной структуры.
Вторичная переработка полиолефинов и поливинилхлорида
Введение
Механическая переработка полиолефинов составляет очень важную область индустрии вторичной переработки. Разумеется, основная доля здесь приходится на сырьевые полиолефины и, соответственно, выпускается огромное число изделий из полиолефинов, а относительная легкость их сбора обусловливает простую и экономичную вторичную переработку. Как и в случае других полимеров, конечные свойства и экономическая ценность полиолефинов зависят от степени деструкции при первичном использовании и от условий вторичной переработки. Кроме того, химическое строение полиолефинов имеет очень важное значение для формирования свойств вторично переработанного полимера.
Полиэтилены
Различные структурные типы коммерческих полиэтиленов (ПЭ) сильно влияют на поведение этих материалов при вторичной переработке. Разумеется, развет-вленность (короткими или длинными цепями) влияет на кинетику деструкции, а далее и на конечные свойства повторно переработанного материала, испытавшего нескольких этапов переработки. Это поведение имеет особое значение для тех пластмасс, которые подвергаются не только термомеханической деструкции во время переработки, но также и другим деструктивным воздействиям при дальнейшем использовании. Фотоокисление и прочие виды деструкции вызывают различные структурные и морфологические изменения, зависящие от строения ПЭ.
Вторичная переработка ПЭ рассмотрена в нескольких монографиях [2-5] и во множестве статей [6—19].
Соотношение свойства/этапы переработки будет рассмотрено как на примере различных типов коммерческих ПЭ, так и различных типов деструкции, которую испытывает материал при его использовании.
Полиэтилен высокой плотности
Главным источником рекуперированного полиэтилена высокой плотности (ПЭВП) являются емкости для жидкостей и упаковочная пленка; кроме того, растет объем вторичной переработки тары из-под автомобильного топлива. Во всех случаях молекулярная масса этих бывших в употреблении изделий из ПЭВП остается весьма высокой, потому что деструкция, испытываемая материалом этого типа, при краткосрочном использовании весьма незначительна. Последнее обстоятельство предполагает, что свойства вторично переработанного материала близки к таковым у исходного полимера. В табл. 5.1 приводится сравнение образцов ПЭВП, полученных из переработанных бутылок, и из исходного полимера. Хорошо видно, что большая часть свойств очень близка. Как отмечалось выше, это результат кратковременного использования бутылок и отсутствия существенной деструкции, хотя некоторое изменение строения все же, возможно, имело место во время вторичной переработки; на это указывает расширение молекулярно-массового распределения. Кроме того, значительно различаются модуль упругости и относительное удлинение при разрыве, и у переработанного материала несколько выше прочность при растяжении.

Эти различия могут быть результатом небольших изменений в структуре и морфологии. В частности, при переработке расплава ПЭ могут происходить как разрывы цепей (с уменьшением молекулярной массы), так и ветвление (увеличение молекулярной массы), на фоне которых реакции сшивания с трудом определяются по измерениям молекулярной массы, а они могут изменить конечные свойства вторичного материала.
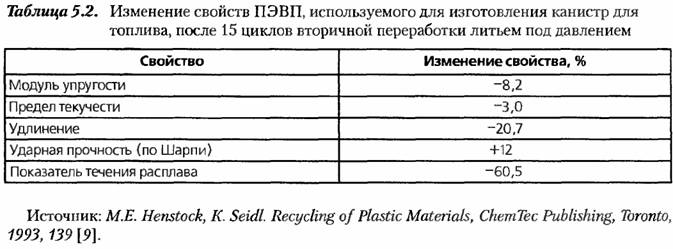
Вторично переработанные полимеры испытывают, по крайней мере, два-три цикла переработки, и в каждом из них плавление вызывает дополнительную деструкцию материала. Кроме того, увеличение количества вторично переработанных полимеров и использование смесей из вторично переработанных и первичных материалов (см. главу 6) ведет к тому, что значительная доля рекуперированных пластиков перерабатывается вновь и вновь. Это означает, что свойства таких многократно переработанных полимерных материалов постоянно изменяются с увеличением числа циклов переработки в сторону их ухудшения. Например, в табл. 5.2 показаны изменения некоторых свойств образца из ПЭВП (канистра для топлива) после 15 циклов вторичной переработки литьем под давлением.
Хорошо видно, что изменения механических свойств относительно невелики, хотя показатель текучести расплава уменьшается значительно. Последнее обстоятельство можно объяснить сильной зависимостью вязкости от молекулярной массы и это означает, что обрабатываемость материала существенно изменилась.
Забиваем Сайты В ТОП КУВАЛДОЙ - Уникальные возможности от SeoHammer
Каждая ссылка анализируется по трем пакетам оценки: SEO, Трафик и SMM.
SeoHammer делает продвижение сайта прозрачным и простым занятием.
Ссылки, вечные ссылки, статьи, упоминания, пресс-релизы - используйте по максимуму потенциал SeoHammer для продвижения вашего сайта.
Что умеет делать SeoHammer
— Продвижение в один клик, интеллектуальный подбор запросов, покупка самых лучших ссылок с высокой степенью качества у лучших бирж ссылок.
— Регулярная проверка качества ссылок по более чем 100 показателям и ежедневный пересчет показателей качества проекта.
— Все известные форматы ссылок: арендные ссылки, вечные ссылки, публикации (упоминания, мнения, отзывы, статьи, пресс-релизы).
— SeoHammer покажет, где рост или падение, а также запросы, на которые нужно обратить внимание.
SeoHammer еще предоставляет технологию Буст, она ускоряет продвижение в десятки раз,
а первые результаты появляются уже в течение первых 7 дней.
Зарегистрироваться и Начать продвижение
Результат ясно показывает, что свойства восстановленного ПЭВП зависят не только от свойств утилизированных продуктов, но также от характера и числа циклов переработки. Кроме того, как на свойства расплавов, определяющих обрабатываемость полимера, так и на свойства твердого материала до некоторой степени влияет вторичная переработка
Таким образом, необходимо знать связь между свойствами и циклами переработки, чтобы иметь возможность до некоторой степени предусмотреть вероятные характеристики вторично переработанных пластмасс и, следовательно, определить доступные для этих материалов сферы применения. Разумеется конечные свойства будут зависеть не только от числа циклов переработки, но также от свойств рекуперированных материалов, от характера переработки и ее условий.
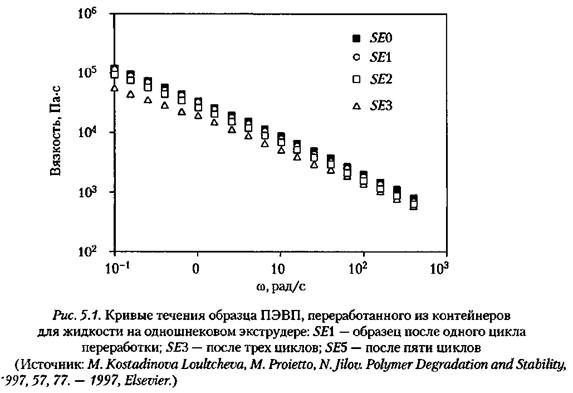
На рис. 5.1 показаны кривые течения образца ПЭВП (канистра). Данные относятся к образцам, прошедшим через несколько циклов переработки на одно-шнековом экструдере. Вязкость уменьшается с увеличением числа циклов вторичной переработки во всем диапазоне скоростей сдвига. Это означает, что при повторных экструзиях термомеханические напряжения, действующие на расплав, вызывают определенную деструкцию полимера. Эта простая схема, однако она находится в противоречии с тем, что наблюдалось для того же образца, проходившего через двухшнековый экструдер (рис. 5.2). В этом случае ситуация н -сколько сложнее, поскольку небольшое уменьшение вязкости имеет место только при высоких скоростях сдвига, а при низких скоростях эффект обратный Термомеханическое напряжение вызывает как разрывы цепей, так и молекулярный рост, главным образом, из-за образования длинных боковых ветвей и сшивания [6, 11-15]. Конечное молекулярное строение зависит от относительного вклада этих двух процессов. В частности, увеличение температуры и времени переработки (на одношнековом экструдере) благоприятно для разрыва цепей, в результате чего вязкость конечного расплава уменьшается. Кроме того, характер конкуренции между двумя механизмами может изменяться при избытке кислорода во время переработки [13] или в зависимости от конкретного молекулярного строения образца ПЭВП [12, 13] Например, было показано, что высокое

содержании винильных групп ведет к значительному увеличению вязкости расплава — уменьшению молекулярной массы — и длинноцепному ветвлению [13]. Влачопулос с сотр. [12] получили, что разрывы цепей доминируют в сополимерах (что проявляется в ветвлении цепей), тогда как сшивание является главным механизмом деградации в гомополимерах. Увеличение давления экструзии по мере возрастания числа циклов переработки для последнего образца, и падение в сополимерном образце имеют место из-за увеличения и уменьшения молекулярной массы, что подтверждают данные механизмы. Это означает, что очень трудно предсказать изменение строения рекуперированного ПЭВП и, следовательно, его реологических и механических свойств, поскольку этот материал состоит из сополимерного и гомополимерного полимеров. Кроме того, гомополимеры могут содержать различное количество винильных групп. Качество экструзии материала, полученного утилизацией бутылок, проверенное в той же работе [12], в самом деле не зависело от проходов через экструдер, что указывало на то, что оба механизма играют одну и ту же роль, и что рекуперированный материал является, как уже предполагалось, смесью сополимера и гомополимера ПЭВП.
Приведенные данные показывают, что тип машин для повторной переработки и условия переработки существенно, а иногда и решающим образом, влияют на конечные свойства вторичного материала — в данном случае образца ПЭВП. В качестве примера на рис. 5.3 и 5.4 показаны модуль упругости и удлинение при разрыве как функция числа проходов через экструдер. Механические свойства двух образцов изменялись совершенно по разному.
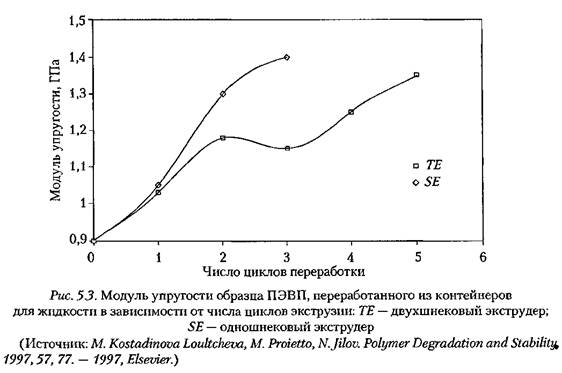
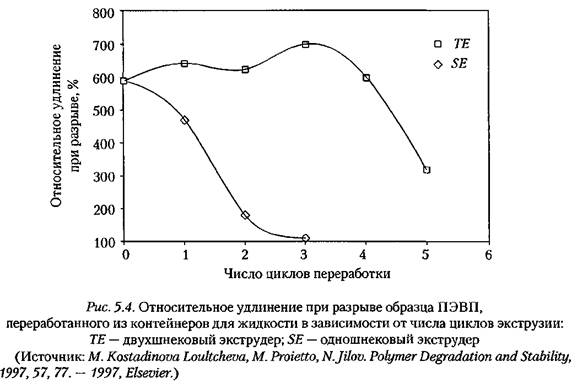
Кривая модуля упругости идет вверх с числом этапов переработки, тогда как поведение удлинения при разрыве проявляет противоположную тенденцию. Более того, кривая модуля образца, переработанного в одношнековом экструдере идет выше, чем у образца, экструдированного в двухшнековом экструдере, но величины его удлинения при разрыве ниже. Неожиданный ход зависимости модуля от числа циклов переработки был объяснен увеличением кристалличности [11] при снижении молекулярной массы. Та же причина, что вызывает снижение молекулярной массы, влечет падение удлинения при разрыве. Более выраженный рост модуля и уменьшение удлинения при разрыве образца, переработанного на одношнековом экструдере, отражает факт более значительной деструкции расплава в этой машине. Это происходит главным образом из-за большего времени переработки.
Влияние строения на механические свойства вторично переработанного ПЭВП становится понятнее, если посмотреть на величины трещиностойкости при внешнем напряжении, приведенные в табл. 5.3. Данные относятся к образцам гомополимера и сополимера, а также образца из бывшего в употреблении материала после 0 и 4 проходов через одношнековый экструдер.
Два исходных образца демонстрируют ухудшение трещиностойкости при внешнем напряжении, но у сополимера падение свойств после многократной вторичной переработки катастрофическое. Значение трещинностойкости рекуперированного материала после четырех проходов через экструдер уменьшается на
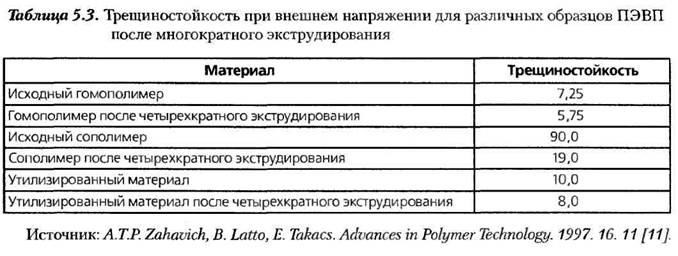
20 %, хотя он состоит в основном из сополимера. Существенное изменение величины трещинностойкости сополимера, по видимому, уравновешено улучшением поведения гомополимерной фракции.
Приведенные данные ясно показывают влияние строения ПЭВП и характера перерабатывающего оборудования на конечные свойства вторично переработанного полимера.
Основным применением вторичного ПЭВП является изготовление контейнеров для жидкостей (среди которых — многослойные бутыли с внутренним слоем из восстановленного ПЭВП), дренажных труб, гранул и пленок для пакетов и мешков для мусора.
|

