Вторичная переработка полимеровТехнологии кондиционирования 4.8.1. Агломерация
Цель агломерации состоит в получении одинаковых по форме и размеру гранул, что необходимо для упрощения обращения с материалом, его транспортировки и измерения.
При агломерации частицы испытывают небольшое оплавление поверхности. проводимое под давлением. Поскольку полное плавление не имеет места, фильтрация для очистки материала на этом этапе невозможна.
Агломерация под давлением связывает частицы давлением и сдвиговым усилием. В агломерационных установках благодаря трению и сдвигу в зазоре ротора и отверстиях экрана происходит небольшое оплавление поверхности частиц платмассы. Нити материала, поступающие из отверстий экрана, разрезаются врашающимся ножом на цилиндрические частицы. Таким способом получают гранулы, брикеты и таблетки.
Термическая агломерация применяется, в основном, для пленок. Материал быстро нагревается до температуры плавления и быстро охлаждается; одновременно материал проводится через вращающийся смеситель, режущую и шинко-вальную машины. Агломерация частиц пленки возможна до некоторого размера; более крупные агломераты разрушаются или режутся для получения свободно текущего и удобного в обращении материала.
Повторная грануляция
Пластмассу расплавляют в экструдере и придают материалу форму гранул с помощью гранулирующего диска.
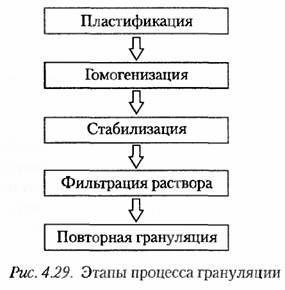
Пластификация
Для этой процедуры применяются двухшнековые экструдеры. Они могут быть настроены на различное сырье, поскольку обеспечивают надежную дегазацию. Также используются одношнековые экструдеры и сдвш овые вальцовые экструдеры.
Фильтрация раствора
Для улучшения качества материала применяются блоки фильтрации, в которых удаляются посторонние и трудно расплавляемые полимерные частицы. Различные системы для фильтрации раствора показаны на рис. 4.30.
Устройства замены сит с прерыванием процесса могут применяться только для относительно чистого сырья. Поток расплавленного материала может прерваться при смене фильтра и вызвать обрыв нити. Свойства расплава и потока невозможно поддерживать постоянными. Накопление грязи и операции по уходу во время смены фильтра вызывают колебания давления, ведущие к вариациям качества.
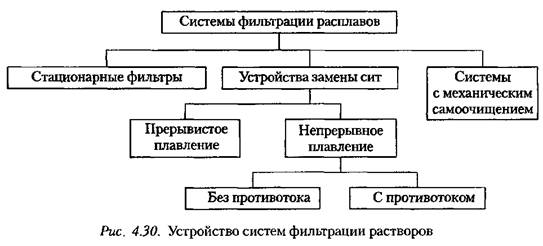
Стационарные фильтры состоят из перфорированной перегородки с несколькими ситами, которые крепятся перед кончиком шнека экструдера. Для замены просеивающего экрана производство должно быть остановлено, и фильтр снят с машины. По экономическим причинам эта система используется только для практически не засоренного полимерного расплава и не применяется при вторичной переработке пластмасс.
Устройства замены сит с прерыванием процесса позволяют заменять фильтры без остановки экструзионного процесса, но они прерывают течение расплава. Часто они используются в системах, работающих в течение больших временных интервалов (приблизительно по 4-6 ч), то есть при вторичной переработке эта ехнология может использоваться только для слегка загрязненных растворов.
Устройства замены сит с ручным управлением часто представляют собой двухкамерные фильтрационные системы. Фильтры можно заменять в условиях отсутствия давления или во время выхода продукции. Свойства расплава и текущего потока невозможно поддерживать на постоянном уровне. Диаметр сита на этих установках достигает 80 мм. В гидравлических устройствах замены сита фильтр заменяется без остановки производства. Система имеет две камеры. Также есть поршень с гидравлическим приводом и устройства замены диска. В особых случаях гидравлические устройства замены диска работают с ситами диаметром до 600 мм.
Устройство непрерывной замены сит без встречного потока В устройствах непрерывной смены экрана используются проточные экраны. При замене одна часть экрана выдвигается без остановки течения расплава и, следовательно, без прерывания выхода продукции и флуктуации давления. Такие машины можно применять для обработки сырья от средней до очень сильной загрязненности.
|
