Обмотока машин постоянного и переменного токаПроцесс намотки
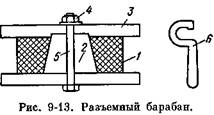

Бухту провода 1 надевают на конус 2 разъемного барабана (рис. 9-13), затем надевают съемную щеку 3 и ключом 6 заворачивают гайку 4 стяжного болта 5 для того, чтобы плотно закрепить бухту. После этого барабан 1 (рис. 9-14) устанавливают в натяжное приспособление, а конец провода пропускают через деревянный барабан и через две пары натяжных и направляющих роликов 3. Конец прикрепляют на первой щеке шаблона 4 к металлическим скобочкам; в вырезы основания первого шаблона под укладываемый виток подкладывают небольшой конец ленты или шпагата, которым впоследствии будут скреплены витки катушки. На рисунке показан также тормоз 2 и приводной двигатель 5.
Намотав на первой катушке требуемое число витков ее скрепляют, аналогично наматывают и вторую. После намотки двух катушек делают переход, т. е. намотчица огибает проводником крючок третьего шаблона и аналогично наматывают третью, четвертую, пятую катушки.
После намотки пятой катушки делают второй переход, т. е.
опять огибают крючок шестого шаблона. Такой же переход делают при намотке девятого шаблона. Намотав всю фазу, отвертывают

гайку болта-шпинделя (рис. 9-9, б) и все 9 шаблонов вместе с намотанной на них обмоткой снимают со шпинделя станка. Затем поочередно (в порядке номера шаблона) оправки освобождаются от намотанных катушек и в требуемом порядке вновь устанавливаются на болт-шпиндель станка. Намотанную фазу связывают шпагатом. Когда намотаны три фазы, их пазовую часть слегка промазывают парафином и связывают вместе, на этом заканчивается процесс заготовки одного комплекта обмотки.
Отметим, что число шаблонов с крючками при этом способе намотки (целой фазы) должно равняться числу пар полюсов.
После комплектовки обмотка поступает на обжиг концов, производимый в электропечи (рис. 9-15). Расправив и скрутив вместе все концы у комплекта обмотки, их просовывают в отверстие печи, где в течение 15—18 сек обгорают хлопчатобумажная ткань и эмаль. После этого комплекты обмотки поступают на укладку в пазы.

Выше мы рассмотрели процесс намотки обмотки из провода сечением до 1 мм 2. Намотка провода сечением свыше 1 мм 2 — для более крупных машин — производится на более мощных станках. Шпиндель в этом случае делает 200—300 об/мин вместо 500—600 об/мин при намотке катушек из провода меньшего сечения. В последнем случае провод из бухты наматывается на шаблоно-правку на себя.
При намотке катушек из провода большего сечения намотку ведут от себя и применяют специальное натяжное приспособление, показанное на рис. 9-16. Бухта провода устанавливается

в разъемный барабан, аналогичный показанному на рис. 9-13. Барабан с проводом устанавливается на болт 1 натяжного приспособления (рис. 9-16) и плотно поджимается маховичком 2 (на котором имеется конус) ко второму конусу. Болт имеет левую резьбу.
После установки .барабана с проводом и закрепления его регулируют торможение вращения барабана. При намотке параллельно двух проводов применяют два барабана 3 и 4, как это показано на рис. 9-16. Концы проводов

пропускают через зажимное приспособление 5. Это приспособление имеет три-четыре глазка, внутрь которых закладывается электрокартонная или фибровая прокладка для устранения трения изоляции провода о металлические части. При этом прокладка из

электрокартона нарезается, как указано на рис. 9-17, а, и складывается вчетверо (см. рис. 9-17, б, в, г). Такая форма прокладки делается для того, чтобы во время движения она не могла выскользнуть из зажимного приспособления, ее удерживают нижние части, опирающиеся на зажим. Регулировка зажима ведется также с помощью винта а (рис. 9-18). Для того чтобы бухта с проводником во время остановки не раскручивалась по инерции, применяются тормоза.
Обмотку более крупных низковольтных машин наматывают отдельными катушками или катушечными группами, но не целой

фазой. Намоточный станок для этой цели показан на рис. 9-19. Нажатием рычага 1 ремень от электродвигателя натягивается и включает станок. Провод из бухты 2 проходит через зажим 3 к планшайбе 4, на которой укреплен шаблон. После намотки концы катушек очищаются от хлопчатобумажной изоляции и эмали на специальном приспособлении, продольный разрез которого показан на рис. 9-20.
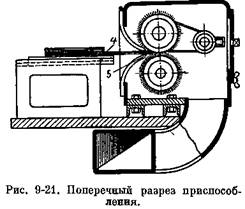
Приспособление состоит из двух металлических щеток 1 и 2, вращаемых электродвигателем 3. На рис. 9-21 изображен поперечный разрез этого приспособления. Провод 4 пропускается через приемное отверстие 5 в промежуток между щетками, которые, захватывая проводник, производят его очистку.
На указанном приспособлении одновременно очищаются 12 концов провода диаметром в 1,5 мм за 5 сек.
Для машин малой мощности (асинхронных) известное применение имеет также однослойная мягкая обмотка, которая по виду своих лобовых частей носит название цепной.
Изготовление такой обмотки не отличается от вышеописанного способа намотки на шаблон двухслойной обмотки для мелких машин.
|
