Обмотока машин постоянного и переменного токаИзготовление катушек разрезных обмоток
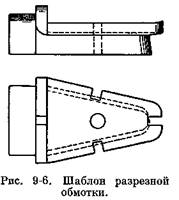
Разрезная обмотка применяется в высоковольтных машинах в тех случаях, когда статор имеет полузакрытые пазы. Вкладка обмотки производится с торца статора частями, которые затем соединяются между собой. Намотку секций разрезной обмотки производят на лобовых станках, к планшайбе которых прикрепляются специальные шаблоны, показанные на рис. 9-6. Одна сторона этого шаблона имеет форму, похожую на стороны шаблона для намотки нижних катушек, вторая же сторона его сужается к концу.
Каждый шаблон имеет три выреза, в которые перед началом намотки укладываются куски хлопчатобумажной ленты, скрепляющие намотанные катушки и предохраняющие витки от распада. Намотка витков катушек производится в зависимости от рабочего напряжения статора, продольной или поперечной укладкой. Все переходы выполняются на отложных частях катушек. Первые катушки, составляющие катушечную группу, выверяются в деревянном макете, устройство которого было описано выше. Убедившись в правильности намотки, приступают к изготовлению остальных катушек.
Витки намотанных катушек в суженной части посредине разрезаются (этим и обусловлено название обмотки — разрезная) и выпрямляются ударами ручника по деревянному или фибровому клину, наложенному на концы обмотки.
Затем в зависимости от рабочего напряжения статора, прокладывается междувитковая изоляция — гибкий миканит или элект-картон. Выпрямленные концы обмотки зачищаются от изоляции по длине 20—40 мм.
Зачистку концов удобнее производить после намотки, так как после компаундировки для этого потребуется вдвое больше времени.
Далее обмотка скрепляется хлопчатобумажной лентой в разбег, поверх которой к прямым пазовым частям сбоку прикладываются картонные прокладки, по высоте равные намотанным виткам, и катушка вновь скрепляется киперной лентой вполнахлестки. Киперная лента в процессе компаундировки служит фильтром, не дающим компаундной массе проникать между витками, чем предотвращается излишняя работа по очистке от массы. Количество компаундной массы, проникающей в витки через киперную ленту, вполне достаточно.
Затем катушки проходят дальнейшие операции, которые аналогичны операциям с неразрезными катушками, т. е. компаунди-ровку, предварительную опрессовку, наложение микафолиевой изоляции, ее опрессовку и выпечку и т. д.
После всех этих операций катушки испытываются на корпус и витковое и передаются в обмоточный цех для вкладки в пазы статора.
Изготовление катушек двухслойной обмотки мелких машин на шаблонах- оправках
Двухслойные статорные обмотки небольших низковольтных машин напряжением 120—500 в могут быть изготовлены намоткой целиком полной фазы обмотки. Каждая фаза обмотки имеет несколько катушек, состоящих из витков медной проволоки, укладываемых в статор через шлиц.
Заготовка обмотки
Намотка катушек производится на небольших намоточных станках, к планшайбе которых прикрепляются специальные шаб-лоны-оцравки.
Станок (рис. 9-7) состоит из шпинделя 1 с надетыми на него шаблонами 2, шкива 3 для ремня от электродвигателя, станины 4 с подшипниками, шарнира Гука 5, соединяющегося со счетчиком числа оборотов 6 шпинделя.
На шпиндель 1 надеваются шаблоны-оправки, число которых при данном способе намотки должно равняться числу катушек в фазе.


Согласно приведенным данным, каждая фаза состоит из девяти катушек, схема обмотки дана на рис. 9-8.
Из схемы видно, что каждая фаза состоит из трех катушечных групп по две катушки в каждой и из трех катушечных групп по одной катушке в каждой. Чередование числа катушек в катушечных
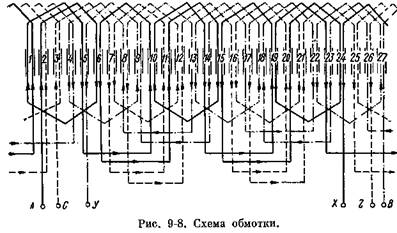
группах всех фаз вдоль развернутой схемы идет в следующем порядке: 2—1—2—1—2—1 и т. д.
Для намотки одной фазы этой обмотки необходимо иметь 9 шаблонов-оправок. Они обычно изготовляются из дерева и бывают двух видов. Внутреннее очертание всех шаблонов одинаково.
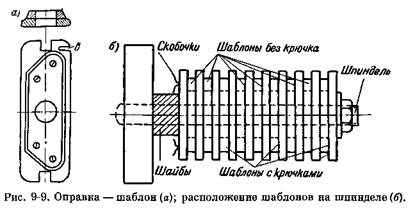
На рис. 9-9 показан общий вид оправки-шаблона. Он состоит из основания, имеющего два выреза для подкладки шпагата, скрепляющего провода, и сердечника, имеющего очертание катушки. Сердечник прикрепляется к основанию винтами. В середине шаблона имеется отверстие, служащее для надевания шаблона на болт-шпиндель. Второй вид шаблона отличается от первого только тем, что в его основании имеется вырез в (крючок). Для выполнения указанной обмотки применяются 6 шаблонов первого вида и 3 шаблона второго вида. Все шаблоны в порядке, указанном на рис. 9-9, б, надеваются на болт-шпиндель намоточного станка и закрепляются гайкой. При этом шаблоны с крючками устанавливаются повернутыми на 180° по отношению к шаблонам без крючков, т. е. если шаблоны без крючков устанавливаются на болт-шпиндель так, что самая большая сторона сердечника будет находиться со стороны рабочего места, то эта же сторона шаблонов с крючками должна находиться с противоположной стороны. Такая установка шаблонов необходима для того, чтобы соблюдать требующееся направление тока в обмотке фазы.
Между планшайбой и шаблонами на болт-шпинделе устанавливается дистанционная деревянная шайба. Первая оправка на своем основании имеет две металлические скобочки для зажима начального конца провода.
б. Определение размеров контура шаблона
На рис. 9-10 показаны размеры контура, которые нужно определить. Введем следующие обозначения:
 — ширина секции; — ширина секции;
 — внутренний диаметр стали статора; — внутренний диаметр стали статора;
 — ширина стали статора; — ширина стали статора;
 — высота паза; Z — число пазов; — высота паза; Z — число пазов;
y — шаг секции по пазам;
 — средняя ширина секционной стороны; — средняя ширина секционной стороны;
 — средняя ширина паза: — средняя ширина паза:
 — средняя длина лобовой части шаблона; — средняя длина лобовой части шаблона;
 — средняя длина лобовой части витка. — средняя длина лобовой части витка.
Ширина шаблона определяется по формуле

где i — односторонняя толщина изоляции.

Вылет шаблона определяется по формуле


и выбирают большее значение.
Для этого находят длину контура лобовой части шаблона:

где /8 — средняя длина лобовой части витка:

Коэффициент к в этой формуле зависит от числа полюсов машины 2р и берется из табл. 9-1.

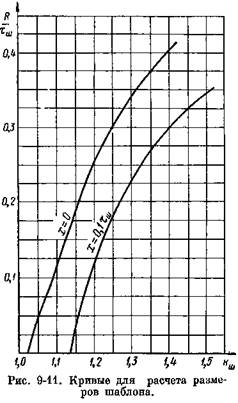
 находят отношение: находят отношение:
 по кривым рис. 9-11 по кривым рис. 9-11
 два значения R, после чего находят два значения Ь и выбирают большее из них. Толщину сердечника шаблона находят из выражения: два значения R, после чего находят два значения Ь и выбирают большее из них. Толщину сердечника шаблона находят из выражения:

где S — площадь поперечного сечения, занимаемая витками секции;

т — число витков секции; d —диаметр провода с изоляцией.
Пример определения размеров шаблона
Требуется определить размеры шаблона для обмотки статора со следующими данными:
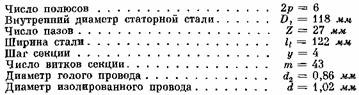
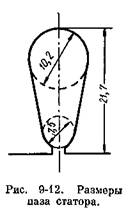
Размеры паза показаны на рис. 9-12. Ширина секции



где 1,3 — двусторонняя толщина изоляции паза. Ширина шаблона

Средняя длина лобовой части витка (см. формулу 9-4)

Длина контура лобовой части шаблона

Отношение

|
