Обмотока машин постоянного и переменного токаПроизводство обмоток
ИЗГОТОВЛЕНИЕ ОБМОТОК ЯКОРЕЙ МАШИН ПОСТОЯННОГО ТОКА И РОТОРОВ АСИНХРОННЫХ ДВИГАТЕЛЕЙ
Изготовление секций обмоток якорей
Мягкие секции всыпной обмотки
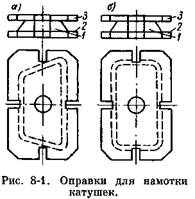
Для намотки мягких секций всыпной обмотки применяются деревянные оправки (шаблоны), показанные на рис. 8-1, а и б. Эти оправки состоят из трех частей: основания 1 и двух боковых планок 2 и 3. Планка 2 наглухо прикреплена к основанию 7, планка 3 — съемная. В каждой из них сделаны вырезы, в которые в процессе намотки укладывают кусочки шпагата или ленты для скрепления намотанных секций. Основание 1 оправки имеет небольшой конус для облегчения снятия намотанных секций.
Во всех трех частях оправки имеются отверстия для надевания их на болт, прикрепляемый к шпинделю намоточного станка. В зависимости от размеров секций оправки имеют различные размеры и формы. Для ускорения процесса намотки часто несколько оправок скрепляются вместе болтом и затем прикрепляются к шпинделю намоточного станка. В этом случае, закончив намотку одной катушки, переходят к намотке следующей, не снимая оправок со станка. Проводники с барабанов, установленных на специальном натяжном приспособлении, показанном на рис. 8-2, проходят через отверстия устройства 1 и далее поступают в зажимное приспособление 2, представляющее собой два гетинаксовых бруска, между которыми зажимаются проводники.
Зажим проводников осуществляется барашками. От зажимного приспособления проводники подаются к оправке, установленной на станке, на которой закрепляются. Число барабанов берется равным числу секций в катушке. В тех случаях, когда витки для облегчения обмотки составляются из двух или трех параллельных проводников, число барабанов соответственно увеличивается. Для того чтобы при соединении секций с коллектором их не перепутать,
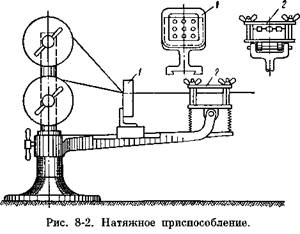
на начало и конец разных секций надевают чулки разных цветов. Практически при намотке таких катушек можно обойтись и без показанного на рис. 8-2 натяжного приспособления; барабаны с проводом надеваются на ось (круглый стальной стержень) и затем устанавливаются на козлах; далее проволока через зажимное приспособление подается к оправке, помещенной на намоточном станке. Намотку катушек можно вести также с одного барабана. В этом случае после намотки каждой секции (например, пяти витков) выпускают петли и затем мотают следующую секцию и т. д. до тех пор, пока не будут намотаны все секции катушки (например, три).
Жесткие секции шаблонной обмотки
Для намотки жестких секций удобнее всего пользоваться приспособлением, называемым универсальным шаблоном (рис. 8-3), который по своей конструкции весьма прост и очень удобен для намотки различных типов обмотки. В производственном отношении ею имеет большое значение, так как всякая перестановка и заготовка отдельных шаблонов связана с большой затратой времени. Изготовление секций на универсальном шаблоне состоит из двух операций: намотки петли и ее растяжки. Шаблон для намотки представляет собой вырезанный по специальной форме лист, соетавленный из двух частей. Между этими двумя частями вставляются определенного размера кулачки 1 и 2, положением которых определяется длина секции. Кулачки передвигаются между двумя частями листа по особым направляющим бортикам. Их можно

установить на требуемое расстояние для намотки секций определенной длины. Когда секция намотана, правая половина шаблона может быть сдвинута при помощи растяжного приспособления (рис. 8-3, справа).
Чтобы намотать одновременно, например, три секции, необходимо медь, находящуюся в одной бухте, перемотать на три отдельных барабана. Барабаны должны быть укреплены на осях, на которых они могут свободно вращаться. Медь с барабанов будет поступать тремя отдельными проволоками, идущими параллельно к намоточному приспособлению. Натяжение проволоки регулируется зажимным устройством, прикрепленным к полу.
Обычно намотчик изготовляет первую пробную секцию, на которой учитывает все недостатки установки. Чтобы изготовить пробную секцию, необходимо сделать предварительный подсчет длины и ширины секции и установить кулачки согласно полученным размерам. Радиус кулачков должен быть определенной величины, так как он определяет радиус головки секции; при необходимости его следует увеличить путем подкладки картона.
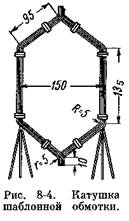
Пусть, например, требуется намотать катушку по размерам, приведенным на рис. 8-4. Длина секции в нерастянутом состоянии будет равна 135 мм (длина прямой части) +2-95 (две длины лобовых частей) +4 *2,5 мм = 10 мм (длина частей в четырех закруглениях). Всего получится:
135 + 190 + 10 = 335 мм.
Установив наружные точки кулачков на указанное расстояние друг от друга и закрепив их планками, приступают к намотке секции.
Длина проводников для присоединения к коллектору может быть подсчитана как сумма следующих отрезков: длина перехода с прямой части (пазовой) на лобовую, длина лобовой части, длина перехода от лобовой части к головке, длина головки, расстояние от головки до коллекторной пластины (принимается приблизительно от 15 до 20 мм) плюс длина шлица коллекторной пластины.
Концы трех проволок прикрепляют к раздвижной раме приспособления, как указано на рис. 8-3, и, пустив станок в ход, наматывают требуемое количество витков, следя за тем, чтобы все три проволоки ложились прямо. Перекрещивания проволок допускать не следует, так как это увеличит размеры секций и при дальнейших операциях может продавить изоляцию витков, что повлечет за собой замыкание.
Вторые концы наматываемых секций выпускают длиннее первых на 25—30 мм, учитывая, что они будут выходить из-под паза секций и проходить по верху лобовой части в шлиц коллекторной пластины (для петлевой обмотки этот конец будет короче, чем для волновой, на 10—20 мм).
Намотанную секцию связывают в приспособлении в восьми местах хлопчатобумажной лентой, для того чтобы витки не рассыпались. Эти временные скрепления накладываются еще ранее на нерастянутую секцию.
Для растяжки секции скобочки 3 (рис. 8-3) отводят в стороны, чтобы кулачки имели возможность двигаться. Затем ставят растяжное приспособление и растягивают намотанную секцию так, как указано на рисунке. Обычно величина растяжки секции делается несколько более указанной на чертеже, так как приходится считаться с упругостью меди. После растяжки кулачки, а также секцию вынимают из приспособления и проверяют ее размеры. Убедившись в правильности размеров, производят дальнейшую намотку.
|
