Кузнечно-штамповочное оборудованиеВытяжные прессы двойного и тройного действия
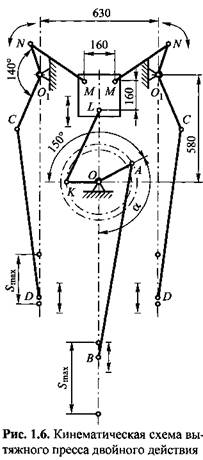
Вытяжные прессы двойного и тройного действия предназначены для глубокой вытяжки полых изделий из листовых материалов. На этих прессах вытяжка - основная операция, предопределяющая их устройство. Специальный исполнительный механизм, обеспечивающий прижим листа в процессе деформирования заготовки, должен быть не привнесенным, а органически связанным с прессом элементом, определяющим типовое назначение конструкции.
 ползунов соответственно 400 и 265 мм. ползунов соответственно 400 и 265 мм.
 распрямляются и ломаются, сообщая возвратно-поступательное движение наружному ползуну. распрямляются и ломаются, сообщая возвратно-поступательное движение наружному ползуну.
Циклограмма пресса изображена на рис. 1.7. График движения внутреннего ползуна (кривая 1) представляет собой синусоидальную кривую. Ход вниз происходит при повороте главного кривошипа от 180° до 0. Однако использовать прямой ход ползуна можно только тогда, когда наружный ползун опустится вниз и остановится, удерживая заготовку и препятствуя образованию на ней складок.
 = 75...80°. = 75...80°.
 Запаздывание отхода наружного ползуна после окончания вытяжки необходимо для того, чтобы обеспечить съем изделия с верхнего штампа (вытяжного пуансона) или беспрепятственное выталкивание из нижнего штампа. Обратный ход ползуны Запаздывание отхода наружного ползуна после окончания вытяжки необходимо для того, чтобы обеспечить съем изделия с верхнего штампа (вытяжного пуансона) или беспрепятственное выталкивание из нижнего штампа. Обратный ход ползуны
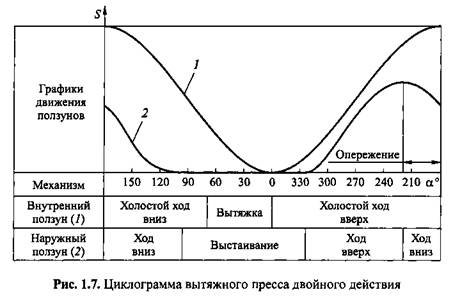
совершают с разными скоростями - наружный движется быстрее и достигает крайнего верхнего положения раньше, чем внутренний. Сдвиг фазы, характеризуемый углом поворота ведущего кривошипа, при котором наружный ползун приходит в крайнее верхнее положение, называют опережением. Обычно оно составляет 25... 50°.
Остановка ползунов происходит при незначительном недоходе ведущего кривошипа до крайнего верхнего положения. При этом наружный ползун, пройдя крайнее верхнее положение, опустится на некоторое расстояние вниз.
Количество типовых кинематических цепей для привода механизма прижима вытяжных прессов двойного действия ограничено (рис. 1.8).
Наиболее простая цепь у четырехзвенного трехкривошипного механизма (схема а). Выстаивание наружного ползуна у такого механизма отсутствует.
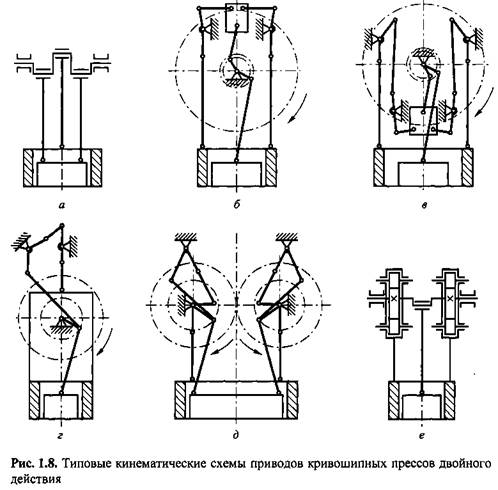
Поэтому данную схему применяют только в прессах для неглубокой вытяжки, осуществляемой внутренним ползуном. Действительное назначение наружного ползуна - вырубка заготовки.
Наружный ползун в восьми- и десятизвенном кривошипных коленно-рычажных механизмах (схемы б и в на рис. 1.8) находится в крайнем нижнем положении только при полном распрямлении колена, на котором подвешен ползун. В течение остального времени ползун несколько отходит от крайнего нижнего положения. Движение наружного ползуна будет тем больше приближаться к абсолютному стоянию, чем больше звеньев в схеме механизма прижима. Поэтому, будучи идентичными по структуре, оба типа коленно-рычажных механизмов - восьмизвенный (сдвоенный механизм с ползушкой) и десятизвенный (строённый механизм с ползушкой) - воссоздают несколько отличающиеся законы движения наружного ползуна. У десятизвенного механизма ползун стоит внизу несколько дольше по времени при меньшем отходе ползуна от крайнего нижнего положения. Восьмизвенная схема, обеспечивая выстаивание наружного ползуна в требуемых пределах, имеет важное конструктивное преимущество -компактность - и находит широкое применение в современных однокривошип-ных прессах закрытого типа с расположением ведущего кривошипа перпендикулярно фронту станины пресса.
Механизмы прижима, приведенные на схемах г и д (см. рис. 1.8), относятся к кривошипно-коленным. Они идентичны по структуре - это восьмизвенные механизмы с приводом от ведущего кривошипа главного исполнительного механизма. Поэтому необходимы компоновка механизма прижима внутри станины пресса и выполнение ведущего кривошипа в виде шестерни-эксцентрика. Различие между схемами связано с расположением осей качания промежуточных рычагов.
Некоторая подвижность прижимного ползуна с рычажным приводом в период рабочего хода допустима согласно требованиям, предъявляемым к прижиму. В исходном положении между нижней плоскостью кольца, закрепленного на прижимном ползуне, и верхней плоскостью нижнего штампа устанавливается зазор. В процессе вытяжки толщина плоского фланца увеличивается, заготовка соприкасается с кольцом и в результате этого возникает прижимная сила. Она будет тем больше, чем меньше зазор. При слишком малом зазоре возможен отрыв дна у вытягиваемого изделия, при завышенном зазоре на изделии образуются складки. Оптимальный зазор устанавливают наладкой для штамповки каждого изделия при регулировке положения прижимного ползуна.
 на на- на на-
ружном ползуне.
Для небольших вытяжных прессов специального назначения многозвенность механизма прижима становится недостатком конструкции. В этом случае возможно применение кулачковых пар, подобных схеме е, приведенной на рис. 1.8.
Однако эксплуатация этих прессов показала, что привод наружного ползуна с использованием профильных кулачков - не вполне удачное решение, поскольку они быстро изнашиваются и не обеспечивают равномерный прижим заготовки.
По конструктивным признакам и внешней архитектуре прессы двойного действия подобны листоштамповочным прессам простого действия и включают две группы машин: кривошипные двухстоечные прессы открытого и закрытого типа.
 приведены в ГОСТ 7639. приведены в ГОСТ 7639.
В прессах зарубежных фирм номинальные усилия на внутреннем и наружном ползунах чаще всего находятся в этих же пределах, однако для большей

Основные параметры и размеры двух- и четырехкривошипных прессов регламентированы ГОСТ 8247 и ГОСТ 16268 соответственно.
Вытяжные прессы тройного действия
Прессы тройного действия предназначены для штамповки из листа крупногабаритных изделий сложной формы с полостями. Для их изготовления необходимо одновременно осуществлять прямую и обратную вытяжки. Поэтому потребовался дополнительный механизм, исполнительный орган которого перемещался бы в направлении, противоположном движению верхних ползунов.
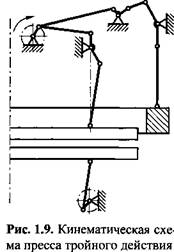
Принципиальная схема пресса тройного действия с двумя независимыми приводами показана на рис. 1.9. В отличие от прессов двойного действия в этих прессах привод верхнего вытяжного ползуна осуществляется не кривошипно-ползунным, а кривошипно-коленным механизмом. Это необходимо для того, чтобы, во-первых, обеспечить особые кинематические свойства (выстой вытяжного ползуна в крайнем нижнем положении) и, во-вторых, кривошипно-коленный механизм легко
мог быть выведен из состояния распора при остановке ползуна в крайнем нижнем положении. Привод нижнего вытяжного ползуна, остановки которого в верхнем положении не требуется, осуществляется от обычного кривошипно-ползунного механизма.
Цикличность работы пресса достигается следующим образом. После включения муфты главного привода сначала производится опережающее движение и остановка прижимного ползуна, а затем начинается ход вниз верхнего вытяжного ползуна. Когда ползун достигает крайнего нижнего положения, специальный кулачок, воздействуя на конечный выключатель электропневматической системы управления, выключает муфту, и верхний ползун останавливается. Несколько ранее автоматически включается муфта привода нижнего ползуна при помощи выключателя, сблокированного с ходом верхнего вытяжного ползуна. При обратном ходе вниз нижний ползун включает главный привод, а верхний вытяжной ползун после выстаивания начинает обратный ход вверх. Выстаивание прижимного ползуна длится несколько дольше и необходимо для обеспечения съема изделия с вытяжного пуансона.
При подходе всех трех ползунов к своим исходным положениям происходит отключение муфт главного и нижнего приводов и их остановка. Для следующего рабочего хода необходимо повторное включение пресса.
|
