Кузнечно-штамповочное оборудованиеПрижимные подушки
При применении листоштамповочного пресса простого действия для вытяжки полых изделий из листа необходимо обеспечить прижим металла в процессе деформации, в противном случае на боковой поверхности изделия появляются складки.
Работа пресса простого действия с установленным на нем вытяжным штампом показана на рис. 1.4. Вытяжная матрица 8 с выталкивателем 7 через державку 6 закреплена на ползуне 3 главного исполнительного механизма, представляющего собой обычный кривошипно-ползунный механизм с ведущим кривошипом 7 и шатуном 2. К корпусу штампа 77, установленному на столе 72, жестко закреплен вытяжной пуансон 10, который остается неподвижным все время работы. С нижней стороны стола подвешена пневматическая подушка с неподвижным цилиндром 75, двумя подвижными поршнями 77 и штоком 16. Движение поршней через упорную плиту 14 и толкатели 13 передается прижимному кольцу 9, которое в начальный момент вытяжки расположено на уровне верхней кромки пуансона.
При включении пресса на рабочий ход ползун опускается вниз и через вытяжную матрицу перемещает вниз поршни подушки, которые, опускаясь, сжимают воздух. Давление в цилиндре повышается, и происходит обратный сброс излишка воздуха в ресивер 20. При значительном превышении заданного давления в цилиндре и ресивере срабатывает предохранительный клапан 18.
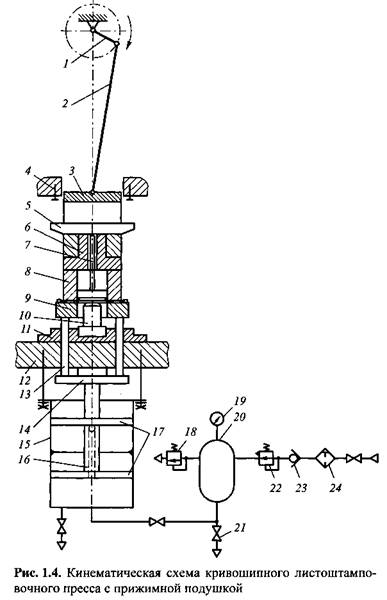
Подача воздуха от сети управляется регулятором давления 22, обеспечивающим впуск в ресивер воздуха постоянного давления. Таким образом обеспечивается постоянство силы прижима в течение всего рабочего хода ползуна. Для предупреждения обратного перепуска воздуха из ресивера в сеть в схеме установлен обратный клапан 23. Фильтр 24 необходим для очистки воздуха, вентили 21 для выпуска конденсата и перекрытия воздухопровода, манометр 19 — для контроля за давлением воздуха.
Когда ползун пройдет через крайнее нижнее положение и процесс вытяжки закончится, прижимное кольцо поднимется вслед за матрицей под действием сжатого воздуха, давящего на поршни подушки. Выталкивание изделия из матрицы производится при помощи выталкивателя 7 и планки 5, движение которой во время обратного хода ползуна вверх ограничено регулируемыми упорами 4.
В многокривошипных листоштамповочных прессах помимо пневматических применяют гидропневматические подушки и подушки с удерживателями (рис. 1.5). Особенностью конструкции, приведенной на рис. 1.5, является то, что движущую силу на подвижной плите создает давление жидкости (масло).
При ходе вниз в процессе деформации плита 6 подушки стремится вытеснить масло из полостиI в полость II. Однако проходной канал перекрыт клапаном 4, соединенным с поршнем 1. Верхняя меньшая площадь поршня находится под давлением масла, перетекающего из полости II, а нижняя большая - под давлением сжатого воздуха, которое может быть отрегулировано на создание необходимого противодавления на плунжере 5 подушки при помощи регулятора давления в сети воздухопровода. Только тогда, когда будет достигнуто противодавление при ходе вниз, масло преодолеет сопротивление запирающего поршня I, откроет клапан 4 и, перетекая из рабочей полости цилиндра в полость II и далее в масляный бак I,
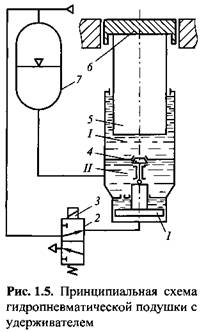
опустит плиту подушки. При этом сила прижима на прижимном кольце штампа в течение всего рабочего хода будет постоянна.
В момент окончания рабочего хода, когда ползун начнет ход вверх, сила прижима станет равной нулю и противодавление масла в полости I резко упадет. Поэтому поршень I тотчас поднимет клапан 4 и перекроет проходное сечение соединительного канала: плунжер останется в крайнем нижнем положении.
При определенном положении ведущего кривошипа в ходе подъема ползуна кулачковый диск командоаппарата воздействует на конечный переключатель, управляющий электромагнитом 3. Движение якоря электромагнита передается золотнику 2 воздухораспределителя. Подъем золотника приводит к отсечке пространства под поршнем от сети сжатого воздуха и соединению его с атмосферой. Тогда под действием масла поршень I опустится и откроет клапан. Масло из полости II устремится в рабочую полость цилиндра и поднимет плиту подушки. Этот ход плиты подушки может быть использован для выталкивания изделия. Запаздывание хода подушки после окончания рабочего хода устраняет возможность случайного смятия изделия.
При дальнейшем повороте ведущего кривошипа конечный переключатель командоаппарата срабатывает еще раз и выключает электромагнит. Сжатый воздух устремляется под поршень 7, закрывая клапан 4, и таким образом пресс оказывается готовым к следующему циклу работы.

|
