Кузнечно-штамповочное оборудованиеПрессы для листовой штамповки
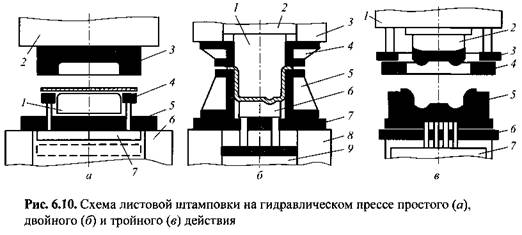
Листоштамповочные прессы простого действия. На рис. 6.10, а показана схема штамповки в таком прессе. На ползуне 2 установлена матрица 3. Пневматическая подушка 7 обеспечивает прижим фланца заготовки между кольцом 4 и матрицей 3 при выполнении операции глубокой вытяжки. После выполнения операции подштамповая плита 5 и установленный на ней пуансон 1 выдвигаются из рабочего пространства пресса по столу 6. Пресс имеет насосный
безаккумуляторный гидравлический привод с наполнительным баком, расположенным на верхней поперечине, рабочей жидкостью является минеральное масло. К валу электродвигателя подсоединены два ротационных насоса, которые подают масло из наполнительного бака в рабочий цилиндр пресса. Управление прессом кнопочное (дистанционное), скорость ползуна при рабочем ходе 14,5 см/с.
Основные параметры и размеры гидравлических одностоечных прессов с номинальным усилием до 2,5 кН регламентирует ГОСТ 9753.
Листоштамповочные прессы двойного и тройного действия. Насосный безаккумуляторный привод обладает рядом преимуществ по сравнению с электромеханическим: равномерностью движения; возможностью регулировать скорость движения подвижной поперечины, останавливать и изменять направление движения рабочего инструмента в любой точке хода; плавностью подвода рабочего инструмента к заготовке и др. Этот привод можно применять для одновременного движения нескольких исполнительных механизмов, что весьма важно при выполнении операций листовой штамповки, например для прижима заготовки с целью предотвращения складкообразования, вытяжки изделия заданной формы и выталкивания его из матрицы.
Схема штамповки на гидравлическом прессе двойного действия показана на рис. 6.10, б. Пресс имеет два верхних ползуна - внутренний 2 вытяжной и наружный 3 прижимной, к которым прикреплены соответственно пуансон вытяжки 1 и прижим 4. Нижний выталкиватель 6 обеспечивает извлечение изделия из матрицы 5 после штамповки под действием пневматической подушки 9. Плиту 7 можно выдвигать из рабочего пространства пресса по столу 8. Наружный 3 и внутренний 2 ползуны могут смыкаться при работе пресса в режиме простого действия с номинальным усилием 4,5 МН. Насосный безаккумуляторный привод расположен на площадке верхней неподвижной поперечины. Управление прессом кнопочное (дистанционное). Силу прижима заготовки, осуществляемую наружным ползуном, регулируют с использованием электроконтактных манометров, расположенных на пульте управления. Пресс оборудован выдвижным столом, что позволяет удалять отштампованные изделия и подавать листы без дополнительных механизирующих устройств, а также осуществлять быструю смену рабочего инструмента.
Скорость рабочего хода внутреннего ползуна 2,5 см/с, скорость прямого холостого хода 13,5 см/с, а скорость обратного холостого хода внутреннего и наружного ползунов соответственно 7 и 8 см/с. В качестве рабочей жидкости используют минеральное масло.
На рис. 6.10, в показана схема листовой штамповки на гидравлическом прессе тройного действия. Пресс имеет три ползуна: верхний внутренний 2 для вытяжки, верхний наружный 1 для прижима заготовки с целью предотвращения складкообразования и нижний 7, к которым прикреплены соответственно пуансон, верхний штамп 3 с прижимом 4 и нижний выталкиватель, а также плиту 6, выдвигаемую вместе с нижним штампом 5 из рабочего пространства пресса.
Пресс-автомат для чистовой вырубки. Гидравлические прессы-автоматы для чистовой вырубки оснащены устройствами для подачи ленты, удаления изделий, резки и удаления отходов. Некоторые из этих устройств имеют гидравлический или пневматический привод.
Цельные станины закрытого типа для повышения жесткости стянуты болтами. Насосный безаккумуляторный привод расположен слева от пресса и обеспечивает тройное действие: прижим, противодавление и вырубку изделия. Скорость его рабочего хода 10 мм/с. Привод обеспечивает 70 ходов в минуту для прессов с номинальным усилием 0,4 МН и 32 хода в минуту для прессов с усилием 0,63 МН.
Прессы для пакетирования и брикетирования. Для удобства транспортировки металлических отходов листоштамповочных и механических цехов их спрессовывают в пакеты или брикеты. Пакетирование и брикетирование отходов проводят на гидравлических прессах. Станины этих прессов горизонтальные, коробчатого типа. Все механизмы устанавливают на станине, привод пресса насосный безаккумуляторный. Обычная производительность таких прессов -10-12 пакетов в час. Последовательность движения плунжеров цилиндров (продольного и поперечного) и управление другими механизмами гидропривода осуществляется автоматически, обеспечивая загрузку отходами пакетировочной камеры, опускание крышки, первое прессование (продольный цилиндр), второе прессование (поперечный цилиндр), раскрытие камеры, отвод прессующих плунжеров и выталкивание пакета.
|
