Практическая вибродиагностика и монтиторингОценка состояния по значениям параметра в частотных полосах.
Этот метод распознавания состояния оборудования является компромиссным между оценкой состояния оборудования по общему уровню вибрации и по огибающей спектра, а точнее частным случаем оценки состояния по огибающей спектра, поскольку дает возможность произвольно устанавливать положение, ширину частотной полосы и допустимое значение параметра (критерия) который сравнивается с текущим значениями и далее строить тренды параметра в этой полосе, давая возможность пользователю оценивать и прогнозировать состояние оборудования. Количество частотных полос обычно составляет 6... 18. Ряд методов вибродиагностики основан на том, что определенные механические дефекты по мере развития генерируют вибрацию в определенных частотных полосах с определенным соотношением величин параметров. Например, рассматривая амплитуды определенных рахмоник кепстра, полученного в определенном частотном диапазоне спектра, можно легко установить глубину модуляции высокочастотной вибрации, которая определяется степенью износа ряда деталей и узлов агрегата. Другой пример — достаточно интенсивная вибрация на лопаточной частоте насоса говорит о нарушении гидродинамики потока, на дробных гармониках частоты вращения ротора о нарушениях жесткости и т.д. Таким образом производя разбиение частотного диапазона измерений на сравнительно узкие, возможно перекрывающиеся частотные полосы и применяя индивидуальные для каждой полосы допустимые значения и критерии (см. рис. 4 — 04) можно распознавать появление ряда зарождающихся дефектов.
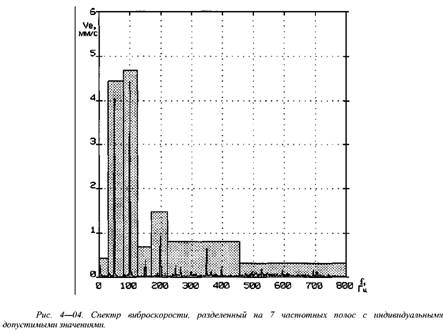
Индивидуальные допустимые значения в частотных полосах могут быть установлены как для "высокоэнергетических" составляющих колебательного процесса, сопровождающих дисбаланс или расцентровку (обычно диапазоны 0.5... 1.5 Гг и 1,5...2,5 Гг), так и для сравнительно "низкоэнергетических" составляющих колебательного процесса,
 "масляных" дефектов подшипников скольжения (диапазон 0,1...0,9 Гг ), зубчатых муфт и зубчатых передач, электрических дефектов электроприводов и др. В общем случае, распознавание состояния по частотным полосам является (как модифицированный метод оценки состояния оборудования по огибающей спектра) наиболее точным и надежным среди других, поскольку обладает рядом достоинств метода огибающей и лишен некоторых ее недостатков. "масляных" дефектов подшипников скольжения (диапазон 0,1...0,9 Гг ), зубчатых муфт и зубчатых передач, электрических дефектов электроприводов и др. В общем случае, распознавание состояния по частотным полосам является (как модифицированный метод оценки состояния оборудования по огибающей спектра) наиболее точным и надежным среди других, поскольку обладает рядом достоинств метода огибающей и лишен некоторых ее недостатков.
Перед приобретением того или иного пакета программ по вибромониторингу необходимо тщательно изучить его возможности, поскольку многие программные пакеты не содержат возможности установки допустимых значений по выбранной частотной полосе.
Использование современных компьютерных систем мониторинга технического состояния оборудования (например, пакет "МаагегТгепсГ фирмы С81, США) предполагает индивидуальный подход к каждому агрегату, паспортизацию его исходного или среднего работоспособного состояния и отслеживание изменений его состояния во времени на основе проведения периодических замеров технических параметров, что обеспечивает высокую чувствительность системы мониторинга к изменению состояния оборудования. С другой стороны чувствительность системы мониторинга повышается за счет возможности расчета, отслеживания и прогнозирования трендов различных параметров: вибрации, динамического давления или температуры и пр.
Подобный подход предусматривает отказ от стандартных допустимых значений и возможность определения индивидуальных критериев состояния оборудования вплоть до каждой измерительной точки каждого агрегата.
При определении "нормального состояния" оборудования возможно использование двух методов:
принятие в качестве критериев "нормального состояния" данных замеров контролируемых параметров на новом (только что смонтированном) оборудовании или после его капитального ремонта, в обоих случаях, разумеется, после обкатки и приработки (исходное состояние);
определение в качестве критериев "нормального состояния" среднестатистических величин контролируемых параметров, полученных при обработке данных некоторого количества периодических измерений (для агрегатов, работающих в стационарном режиме количество необходимых измерений обычно шесть и более) при работе агрегата в заведомо работоспособном состоянии (средне—нормальное состояние).
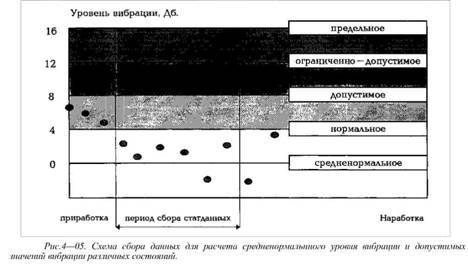
Большинство стандартов, регламентирующих допустимые значения вибрации, основаны на статистической обработке достаточно большого количества данных по самым разнообразным типам оборудования различными исследовательскими группами. При этом в них определена схожая градация по классам состояния на основе уровней в 4, 8, ... дБ (соответственно, примерно 1.6, 2.5, ... раза). Эти относительные величины и принято использовать в качестве разделительных границ для сигнализации по степеням вибро со стояния оборудования (нормальное, допустимое, ограниченно - допустимое, предельное состояния).
Граница нормального состояния определяется обычно на 4 дБ выше исходного (или средне —н ормального), или по сумме средне — нормальной величины и дисперсии, взятой с некоторым коэффициентом.
Выбор того или иного типа определения границы нормального состояния зависит от статистического разброса данных замеров.
|
