Практическая вибродиагностика и монтиторингОбслуживание по фактическому состоянию (ОФС).
Основная идея обслуживания по фактическому техническому состоянию состоит в устранении отказов оборудования путем применения методов распознавания технического состояния оборудования по совокупности его виброакустических характеристик, выявления имеющихся или развивающихся дефектов и определения оптимальных сроков проведения ремонтных работ.
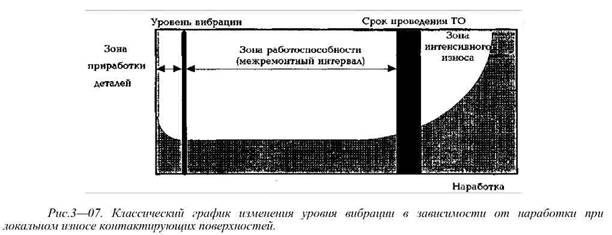
Техническая база ОФС основана на том, что существует взаимосвязь между возможными техническими неисправностями агрегата и диагностическими параметрами, которые молено контролировать. Другими словами, большинство распознаваемых дефектов, которые могут возникать в агрегате, имеют определенные диагностические признаки и параметры, предупреждающие о том, что дефекты присутствуют, развиваются и могут привести к отказу. Диагностические признаки дефектов могут включать параметры вибрации, технологические и режимные параметры (температуру, нагрузку, давление, влажность и др.), частицы износа в смазке и т. д. В частности, при износе деталей наблюдается изменение уровня вибрации, см. рис. 3 — 07. Следовательно, проводя мониторинг различных параметров, характеризующих работу оборудования, можно вовремя обнаружить изменение технического состояния оборудования и провести техническое обслуживание только тогда, когда возникает реальная возможность ухода его параметров за недопустимые пределы, т.е. когда дальнейшая эксплуатация невозможна.
Обслуживание по фактическому техническому состоянию имеет ряд преимуществ по сравнению с ППР:
— наличие постоянной информации о состоянии агрегатов, охваченных мониторингом (вибродиагностика позволяет определять "проблемное" и "нормальное" оборудование), позволяет планировать и выполнять техническое обслуживание и ремонт без остановки производства и практически исключить отказы (внеплановые остановы) оборудования;
посредством внедрения ОФС можно добиться увеличения эффективности производства от 2 до 10%;
— прогнозирование и планирование объемов технического обслуживания и ремонта "проблемного" оборудования; снижение расходов по техническому обслуживанию за счет минимизации ненужного ремонта (увеличение межремонтного интервала) "нормального" оборудования;
в результате проведения мониторинга технического состояния агрегатов и их обслуживания по фактическому состоянию внеплановый объем работ, вызванный чрезвычайными ситуациями, обычно составляет менее 5% от общего объема работ, а время простоя оборудования составляет не более 3% от времени, затраченного на техническое обслуживание; опыт показывает, что типичные расходы на ремонт при аварийных отказах оборудования в среднем в 10 раз превышают стоимость ремонта при вовремя обнаруженном дефекте;
— обеспечение эффективности ремонта за счет послеремонтного вибрационного обследования;
опыт показывает, что примерно от 2 до 10% новых деталей имеют дефекты изготовления, которые могут привести к быстрому выходу замененной детали из строя и/или отказу оборудования, а также вызвать повреждение других нормально функционировавших деталей; дефектная деталь или нарушения технологии сборки в ряде случаев могут быть обнаружены в процессе проведения виброиспытаний после ремонта;
эффективное планирование распределения обслуживающего персонала, запасных частей, инструмента и др.; возможность сокращения резервного оборудования;
повышение качества продукции;
качество продукции в некоторых случаях может подвергаться неблагоприятному воздействию со стороны оборудования, имеющего механические дефекты; поскольку качество продукции часто проверяется на заключительном этапе производственного процесса, до момента обнаружения проблемы может быть произведено большое количество низкокачественного
продукта; мониторинг технического состояния и упреждающий ремонт позволяют не допускать изменения механического состояния оборудования до приводящего к браку, поскольку ремонт может быть произведен до того, как будет поставлено под угрозу качество продукта;
— улучшение охраны труда и устранение нарушений экологических требований;
проведение ремонтных работ в чрезвычайной обстановке внезапного отказа и опасности внеплановой остановки производства приводит к повышению травматизма;
— экономия энергоресурсов;
устранение источников повышенной вибрации или, например, недопущение фрикционного износа щелевых уплотнений может снизить удельные затраты энергии на 1..15%;
— эффективность переговоров с поставщиками оборудования относительно его гарантийного ремонта, восстановления, замены или изменения конструкции;
поскольку записываемые параметры вибрации документально отображают техническое состояние агрегата в момент пуска, приработки и гарантийной эксплуатации, они являются доказательствами для арбитража;
Основой обслуживания по фактическому техническому состоянию является вибромониторинг оборудования. Наблюдение за развитием и применением средств измерений показывает, что предприятия (особенно крупные) начинают осуществлять программу ОФС именно с распознавания и определения состояния оборудования при помощи мониторинга вибрации и, получив экономический эффект, внедряют и другие технические новинки в этой области. Затраты на вибромониторинг и вибродиагностику, в случае добросовестного, обоснованного и систематического применения, обычно окупаются за 2...6 месяцев использования. Если предприятие обладает достаточно обширным парком оборудования, то, как правило, сначала группа вибродиагностики состоит из одного или двух специалистов, а плановые обследования распространяются только на самые ответственные и крупные агрегаты. Но спустя год или более, по мере нарастания экономического или технического эффекта от внедрения метода, а также приобретения положительного опыта от реализации программы ОФС, парк оборудования расширяется и на вспомогательное оборудование, именно на котором вибродиагностика и вибромониторинг наиболее эффективны.
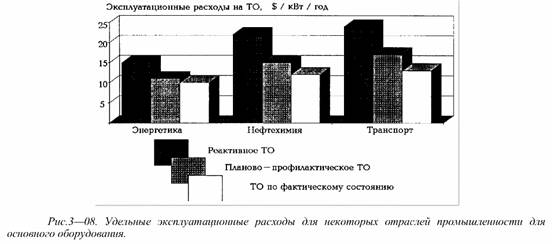
Анализ эксплуатационных расходов показывает, что переход от "реактивного" обслуживания одного и того же парка оборудования к ППР приводит к снижению затрат в 1,5 раза, а к ОФС — почти в два раза. Это проиллюстрировано рис. 3 — 08: наиболее заметно сокращение удельных эксплуатационных расходов на ТО в нефтехимии и на транспорте, особенно в перекачке нефти и газа.
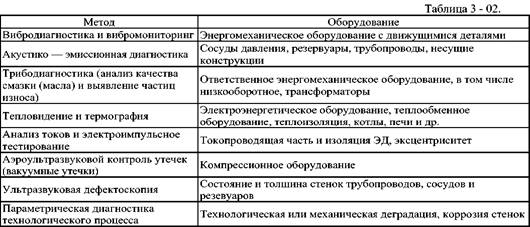
Обслуживание оборудования по фактическому техническому состоянию базируется на применении ряда методов технической диагностики и распознавания технических состояний, которые, в сочетании, позволяют определять большую часть различных дефектов, возникающих в технологическом оборудовании предприятия. В таблице 3 — 02 представлен список наиболее распространенных методов технической диагностики и распознавания технических состояний оборудования, применяемых при ОФС.
|
