Ультра звуковая сварка пластмасс и металловПроцессы внешнего трения
В настоящее время известен ряд теорий внешнего трения, например адгезионная , адгезионно-деформационная , молекуляр-но-кинетическая и др. Теории внешнего трения^ базируются на вполне конкретных результатах, полученных исследователями [9 и др. ]. С точки зрения проблем УЗС интересны концепции адгезионно-деформационной теории, Она предполагает образование и разрушение фрикционных связей. Эти явления можно наблюдать при УЗС.
Энергетическая теория изложена в работе [9]. Положение о том, что сила трения представляет сумму сил, затрачиваемых на механические, физические и химические процессы, весьма ценно.
Для внешнего трения характерны следующие явления: упругое, упругопластическое и пластическое деформирование контактирующих плоскостей; нарастание температуры; выгорание жировых и растрескивание твердых оксидных пленок Идет взаимный макро- и микромассоперенос . Сила трения резко переменна. Она зависит, от нагрузки, скорости скольжения, температуры, свойств материалов и т. п. Для нее характерны не только спады и возрастание, но и наличие двойных спадов и максимумов в течение одного цикла деформирования.
Анализ существующих теорий трения показывает, что при прочих равных условиях силы трения и, как следствие этого, мощность потерь при этом определяют прежде всего площадь фактического касания (ПФК), в нашем случае площадь сварочного наконечника и интенсивного ввода ультразвука. В настоящее время существуют математические зависимости для определения фактической площади касания. Они построены на базе экспериментальных данных или с помощью модельных представлений. Однако использовать эти данные применительно к условиям УЗС практически нельзя. Они, как правило, уходят из диапазона нагрузок, и колебательных смещений, используемых при УЗС. Тем более, что при УЗС характер нагружения знакопеременный и идет по трем и более плоскостям контактирования . Типовые зависимости изменения коэффициента трения от нагрузки, скорости скольжения и температуры можно найти в работе [9].
К сожалению, каких-либо работ, связанных с количественной оценкой сил трения в наших условиях, исследователями не проводилось. Например, принятый табличный коэффициент трения в паре константан — железо, равный 1 и использованный для расчета температуры в зоне сварки, приводит к большой ошибке. В этом случае расчетное значение температуры выше точки плавления и почти в 5 раз больше измеренной в эксперименте.
С целью выявления принципиальной стороны дела — вклада внешнего трения в энергетический баланс процесса УЗС — нами проведены экспериментальные работы по определению коэффициентов трения в специфических условиях ультразвукового поля,
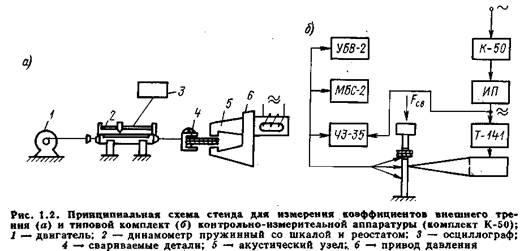
т. е. в условиях, весьма приближенных к режиму сварки. Для эксперимента использовались материалы: медь, никель, алюминий, оргстекло, полистирол, полиэтилен, ПХВ. При исследовании использовались типовые колебательные системы сварочных машин [19] и специально разработанный стенд (рис. 1.2). Стенд имел сменные динамометры с реостатными датчиками, систему движения свариваемых образцов — от электрического двигателя постоянного тока, систему управления и регулирования скорости перемещения. Сила трения регистрировалась на шкале динамометра и на ленте самописца. Выходные характеристики акустической системы контролировались типовым комплектом аппаратуры, состоящим из источника питания ИП, ваттметра высокочастотного Т-141, виброметра УВБ-2, микроскопа МБС-2 и частотомера Ч3-32.
Как известно, исходное состояние поверхностей свариваемых материалов определяется предыдущей технологической обработкой (прокат, обезжиривание, пассирование и т. д.). Поверхность сварочного наконечника в любом случае имеет более высокую твердость и прочность по сравнению с твердостью и прочностью свариваемых металлов и тем более пластмасс. При воздействии ультразвука в результате интенсивных знакопеременных нагрузок микронеровности обминаются. Сварочный наконечник при использовании так называемых продольно-поперечных колебательных систем колеблется тангенциально по отношению к плоскости свариваемых деталей и по эллипсу в плане. Обмеры колебательных систем показали, что соотношение амплитуд при этом составляет 1:3. При сварке пластмасс используются продольные нормальные колебания. Тангенциальная составляющая амплитуды зависит от коэффициента усилия концентратора и составляет при этом 10—15 % от продольных колебаний.
Таким образом, при воздействии ультразвука и пластическом деформировании поверхности свариваемой детали она представляет собой зеркальное отражение поверхности сварочного
наконечника с его неровностями, размытыми на величину указанных эллипсов.
Как нами установлено, используя полированную поверхность сварочного наконечника, можно получить адекватную поверхность детали на площади их непосредственного физического контакта.
Энергия, введенная в зону деформирования материалов (в конечном счете зону сварки) в результате весьма сложного, многофакторного процесса превращается в теплоту. Пластичность металлов, а тем более полимеров с увеличением температуры резко повышается. При воздействии ультразвука это происходит значительно быстрее, при меньших контактных давлениях и температурах. Определяющими факторами при этом являются амплитуда колебаний и контактное давление как параметры, определяющие энергетические характеристики мощного ультразвука. Это положение иллюстрируется нарастанием температуры в зоне сварки и изменением глубины наружной деформации свариваемого материала. Глубокое пластическое деформирование по всей площади, превышающее высоту микронеровностей, которые в большинстве случаев составляют 0,5—25 мкм, может быть осуществлено только при установлении полного фактического контактирования по всей площади.
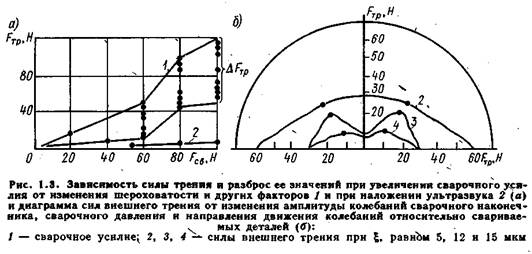
 осциллограммы изменения силы трения получены при воздействии ультразвука 2 и без него 1 (рис. 1.3). Результаты показали следующее. Без наложения ультразвука испытывалась пара алюминий толщиной 0,4 мм — сталь толщиной 0,4 мм. Скорость линейного нарастания тягового усилия 2 мм/с; сварочное усилие 10—120 Н. Малая скорость изменения тягового усилия позволяла, по существу, рассмотреть картину изменения силы трения как бы развернутую во времени. Следует отметить устойчивый характер нарастания силы трения от сварочного усилия. Коэффициент трения в заданных контактных давлениях, на уровне 100 МПа, практически является постоянным. осциллограммы изменения силы трения получены при воздействии ультразвука 2 и без него 1 (рис. 1.3). Результаты показали следующее. Без наложения ультразвука испытывалась пара алюминий толщиной 0,4 мм — сталь толщиной 0,4 мм. Скорость линейного нарастания тягового усилия 2 мм/с; сварочное усилие 10—120 Н. Малая скорость изменения тягового усилия позволяла, по существу, рассмотреть картину изменения силы трения как бы развернутую во времени. Следует отметить устойчивый характер нарастания силы трения от сварочного усилия. Коэффициент трения в заданных контактных давлениях, на уровне 100 МПа, практически является постоянным.
Направление текстуры существенно влияет на внешнее трение. Характерны перепады силы трения в зависимости от направления текстуры относительно направления колебаний сварочного наконечника. Установлена зависимость силы трения, например, от эффекта обмятия микро- и макронеровностей . Осциллограммы свидетельствуют о том, что обмятие и полирование поверхности свариваемого материала приводят к резкому снижению внешнего трения: оно снижается в 5 раз. Таким образом, можно предполагать, что многократное движение сварочного наконечника при УЗС приведет к снижению сил внешнего трения.
Однако при УЗС идет не только полирование. При полировании обмятие микро- и макронеровностей происходит только при условии идеальной поверхности сварочного наконечника, при условиях, исключающих возникновение связей и обволакивание его поверхности свариваемым металлом. В других случаях контактирование приводит к интенсивному последовательному об-мятию микро- и макронеровностей . Этот процесс обусловлен тем, что при каждом последовательном движении наконечника одновременно происходит и новое заглубление его в свариваемый металлу Микровыступы сварочного наконечника играют при этом роль своеобразных резцов-уплотнителей. Микротвердость металла повышается. Состояние поверхности свариваемых металлов является строго адекватным отражением поверхности сварочного наконечника.
На силу трения влияет направление и степень шероховатости сварочного наконечника. Установлено, что внешнее трение в конкретных условиях контактирования сварочного наконечника со свариваемой деталью при УЗС является чрезвычайно чувствительной и резко переменной величиной.
 зависит от направления колебаний сварочного наконечника относительно ориентации свариваемых деталей (рис. 1.3, б). зависит от направления колебаний сварочного наконечника относительно ориентации свариваемых деталей (рис. 1.3, б).
Приведенная диаграмма имеет эллипсообразный характер. Продольная составляющая силы трения существенно меньше поперечной (малая ось). При увеличении амплитуды колебаний сварочного наконечника при заданном контактном сжатии деталей продольная составляющая резко снижается. Диаграмма направленности силы трения приобретает форму двойного лепестка. Ее максимум наблюдается при углах тяги от 45 до 90°. При увеличении сварочного усилия, т. е. колебательных сил, продольная составляющая силы трения начинает возрастать.

Возникает кардинальный вопрос: почему при введении ультразвука резко снижается коэффициент трения? Существующие представления на этот счет противоречивы. В частности, есть мнение об образовании в зоне сварки квазижидкости . Некоторые исследователи допускают, что в зоне сварки есть локальные зоны плавления.
По нашим представлениям, резкое снижение сил внешнего трения при УЗС металлов является результатом эффекта Пуассона. В зоне сварки возникает круговое объемно-знакопеременное движение сварочного наконечника. Покажем условия, подтверждающие эту гипотезу. Как известно, коэффициент Пуассона

 — волновые числа продольных и поперечных колебаний; — волновые числа продольных и поперечных колебаний;

 — круговая частота; d — диаметр стержня. Таким образом, — круговая частота; d — диаметр стержня. Таким образом,


Надо учесть, что материалы находятся в сжатом состоянии на уровне предела текучести; сварочный наконечник обладает более высокой твердостью и деформирует макро- и микронеровности. Становится очевидным, что возникающий зазор на уровне 0,7 мкм в фазе сжатия конца волновода обеспечивает ослабление фрикционной связи между сварочным наконечником и свариваемыми деталями.
Высказанное положение приводит к важнейшему следствию: статическое контактное давление при УЗС металлов трансформируется в циклическое, переменное, равное частоте колебаний сварочного наконечника и направленное по нормали к плоскости свариваемых металлов. Этот вывод имеет непосредственное отношение к объяснению ранее обнаруженных явлений ускорения диффузии при УЗС.
Резкое снижение коэффициента внешнего трения при сварке полимеров при использовании колебаний, ориентированных нормально к плоскости свариваемых материалов, можно объяснить элементарным отрывом сварочного наконечника от поверхности контактирования . Осложняющим обстоятельством является интенсивная релаксация полимера. Однако при значительных амплитудах колебаний сварочного наконечника наблюдается реальная возможность появления зазора.
Используем физическую модель и полученные коэффициенты внешнего трения для определения энергии, выделяющейся в зоне сварки. В зоне контакта сварочного наконечника с деталью будет действовать источник теплоты мощностью

Учтем установленную закономерность спада амплитуды колебаний свариваемых деталей относительно сварочного наконечника и опоры в соотношении 1 : 0,7 : 0,3. Предположим, что относительное перемещение свариваемых деталей снижается по мере образования узлов схватывания. Тогда в зоне контактирования свариваемых деталей мощность источника теплоты равна

 — время сварки; t — текущее время. — время сварки; t — текущее время.
По аналогии с приведенным уравнением мощность источника теплоты на опоре равна

Таким образом, суммарная мощность источника теплоты в зоне сварки Р будет равна:

|
