Технология электрической сваркиФлюсы для электрошлаковой сварки
Вследствие принципиальных отличий процесса электрошлаковой сварки от электродуговой флюсы для электрошлаковой сварки углеродистых и легированных сталей следует рассмотреть отдельно. Особые требования, предъявляемые к флюсам для электрошлаковой сварки, обусловлены, с одной стороны, необходимостью обеспечить устойчивый электрошлаковый процесс и, с другой — наличием устройств для удержания шлаковой и металлической ванн.
Флюс для электрошлаковой сварки должен соответствовать следующим требованиям: обеспечивать быстрое и легкое начало электрошлакового процесса и поддерживать устойчивое его прохождение, в особенности при малой глубине шлаковой ванны и большой скорости подачи сварочной проволоки; обеспечивать удовлетворительное формирование поверхности шва без подрезов и наплывов, не отжимать ползуны от свариваемых пластин и не вытекать в зазоры между ползунами и кромками при достижимой на практике точности сборки свариваемых изделий; образовывать легко отделяющийся с поверхности шва шлак; иметь высокую температуру кипения.
Эти требования в основном удовлетворяются при соответствующих значениях электропроводности и вязкости флюса.
Все флюсы, применяемые при электрошлаковой сварке (см. табл. 7-1, 7-3 и 7-39), плавленые. По химическому составу их можно разделить на несколько групп: высококремнистые марганцевые (ФЦ-7, АН-348-А); низкокремнистые марганцевые (АН-8, АН-22); бескремнистые (48-ОФ-6, АН-25); фторидные (АНФ-1П, АНФ-5 и др.).
Устойчивость электрошлакового процесса возрастает с повышением электропроводности флюса в жидком состоянии. Чем
меньше электропроводность флюса, тем при более высоком напряжении необходимо проводить электрошлаковую сварку. Соответственно этому напряжение сварки при флюсе АНФ-1П обычно составляет 25—30 В, при флюсе АН-8 — около 40 В, а при флюсе ФЦ-7 — 45—50 В.
Флюс для электрошлаковой сварки не должен быть слишком тугоплавким или коротким, в противном случае будет иметь место отжимание ползунов, приводящее при сварке швов большой протяженности к вытеканию сварочной ванны и прекращению процесса сварки. Вместе с тем, чтобы флюс не вытекал в зазоры между ползунами, он не должен быть чрезмерно жидкотеку-чим.
При электрошлаковой сварке требуется оптимальная вязкость флюса, при которой не произойдет ни отжимания ползунов от свариваемых кромок, ни вытекания шлака в зазоры. Если шов формируется без применения ползунов (сварка с неподвижной подкладкой), вязкость флюса играет второстепенную роль и основным требованием, предъявляемым к физическим свойствам флюса, является высокая электропроводность.
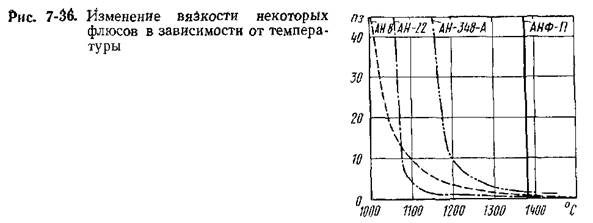
Флюсы АН-348-А, АН-8, АН-22 и АНФ-1П заметно отличаются как по характеру изменения вязкости (рис. 7-36), так и по абсолютной ее величине при температуре плавления стали. Наиболее длинным является флюс АН-8, а наиболее коротким — флюс АНФ-1П. Флюс АН-8 расплавляется при наиболее низкой температуре, затем идут флюсы АН-22 и АН-348-А. Наиболее тугоплавкий флюс — флюс АНФ-1П. В связи с этим наибольшая опасность отжимания формирующих устройств и вытекания шлаковой ванны возникает при флюсе АНФ-1П.
Опыт электрошлаковой сварки показывает, что лучшими технологическими свойствами при сварке углеродистой и низколегированной сталей низкоуглеродистой или низколегированной проволокой протяженными швами с применением формирующих ползунов обладает флюс АН-8. Флюсы ФЦ-7 и АН-348-А мало пригодны для сварки таких швов; процесс сварки под этими флюсами характеризуется меньшей устойчивостью, особенно при повышенных скоростях подачи проволоки и малой глубине шлаковой ванны. Флюс АН-22 обеспечивает очень хорошие результаты при электро-шлаковой сварке низколегированных и легированных сталей.
Для электрошлакового переплава сталей лучшими являются флюсы на основе CaF2> A1203 и СаО (АНФ-6, АНФ-1П и др.).
Для начала электрошлакового процесса служит флюс АН-25, электропроводный в твердом состоянии. Другие флюсы, предназначенные для электрошлаковой сварки, находясь в твердом состоянии, электрического тока не проводят. Для обеспечения начала электрошлакового процесса при применении флюса АН-25 кусочки его помещают между свариваемым изделием и электродом. Проводя сварочный ток, они нагреваются, а затем образуют ванночку шлака, позволяющую начать электрошлаковый процесс. Состав флюса АН-25 следующий (по массе %): 35—40 ТЮ2, 33— 40 CaF2J 12—15 СаО, 6—9 Si02, 2—4 MgO, до 2 А1203, до 1 FeO.
Чтобы начать электрошлаковую сварку без флюса АН-25, сперва возбуждают электрическую дугу с целью создания ванночки жидкого флюса, позволяющей перейти к электрошлаковому процессу. В жидком состоянии все флюсы проводят электрический ток.
Электрошлаковая сварка характеризуется весьма небольшим расходом флюса, примерно в 20 раз меньшим, чем при дуговой сварке под флюсом. Ввиду малого обмена шлака в процессе сварки в шлаковой ванне постепенно накапливаются продукты взаимодействия шлака и металла, в первую очередь окислы железа. В результате тормозится прохождение кремние- и марганце-восстановительных процессов, усиливается окисление углерода и таких легирующих элементов, как титан, алюминий, хром. Это ведет к некоторому изменению химического состава металла шва по его длине.
|

