Технология электрической сваркиЭлектронный луч
Электронным лучом (пучком) называют острофокусный поток ускоренных электронов. Поток электронов, эмитированный катодом, ускоряется в вакууме разностью потенциалов между катодом и анодом, а затем фокусируется в пятно малых размеров (диаметр от сотых долей до нескольких миллиметров).
При торможении ускоренных электронов вблизи поверхности металлического тела их кинетическая энергия превращается в тепловую. Чем больше плотность мощности в месте торможения пучка, тем достигается больший локальный разогрев. По концентрации мощности электронный пучок уступает лишь лучу оптического квантового генератора (табл. 2-2).
Открытие термоэлектронной эмиссии, использование магнитных и электростатических аксиально-симметричных полей для фокусировки электронных пучков, развитие вакуумной техники — основные вехи на пути развития электроннолучевой сварки. Промышленное применение электроннолучевой сварки началось в конце 50-х годов нашего столетия.
В зависимости от ускоряющего напряжения и свойств металла электроны могут проникать в вещества на глубину нескольких десятков микрометров. Электрон испытывает многократные столкновения и теряет энергию, причем меняются скорость и направление его движения. Угол вероятного отклонения электрона после соударения возрастает с уменьшением скорости электрона, в результате на конечном участке пути электрон растрачивает основную часть своей энергии. Таким образом, электронный нагрев происходит в самом веществе в отличие от обычных, широко

применяемых в сварке источников 1ейлоты, нагревающих поверхности металла. Наиболее интенсивное тепловыделение наблюдается на глубине пробега электрона.
Сварочная ванна испытывает реактивное воздействие испаряемого металла, теплового и рентгеновского излучения, воздействие потока электронов, а также давление отдачи вторичных и тепловых электронов. Сила давления испаряемого металла составляет основную часть общего силового воздействия на ванну, ее величина может достигать нескольких граммов.
Электронный луч с требуемыми свойствами формируется в электронной пушке. Для фокусировки электронного луча значительной мощности в пятно возможно меньшего сечения сводят к минимуму влияние погрешностей электронной оптики, взаимного отталкивания электронов в пучке, тепловых скоростей электронов, рассеивания электронов на молекулах остаточных и выделяющихся в процессе сварки газов и паров. Добиваются сохранения высокой удельной мощности пучка на большом расстоянии от пушки.
В каждой электроннолучевой пушке указанные условия формирования сварочных электронных пучков обеспечиваются в различной степени в зависимости от предъявляемых к ней требований. В первых пушках для электроннолучевой сварки пучок электронов формировался только с помощью прикатодного электрода, без применения дополнительных фокусирующих систем (рис. 2-12, а). Анодом пушки являлось само изделие. Такая одно-каскадная электростатическая система фокусировки не может обеспечить формирования интенсивного электронного пучка с высокой плотностью энергии. Поэтому с ее помощью возможно соединение металлов сравнительно небольшой толщины (1—2 мм). Близость прожектора в зоне сварки повышает опасность электрических пробоев. Технологические и электроннооптические характеристики пушки с однокаскадной электростатической фокусировкой повышаются при введении в конструкцию ускоряющего электрода, имеющего потенциал изделия (рис. 2-12, б). При этом уменьшается возможность электрических пробоев и разрядов, а для питания пушки можно использовать даже невыпрямленное ускоряющее напряжение.
Наиболее широко для формирования сварочных пучков электронов применяется комбинированная электростатическая и электромагнитная фокусировка. В пушках с комбинированной фокусировкой пучка прожектор, состоящий из катода, прикатодного электрода и ускоряющего электрода-анода, формирует сходящийся пучок электронов. Минимальное сечение пучка проектируется (обычно с уменьшением) на свариваемое изделие с помощью электромагнитной фокусирующей системы (рис. 2-12, в).
Сварочные пушки можно разделить по величине ускоряющего напряжения на три основных класса: 1 — низковольтные
 2 — с промежуточным ускоряющим 2 — с промежуточным ускоряющим
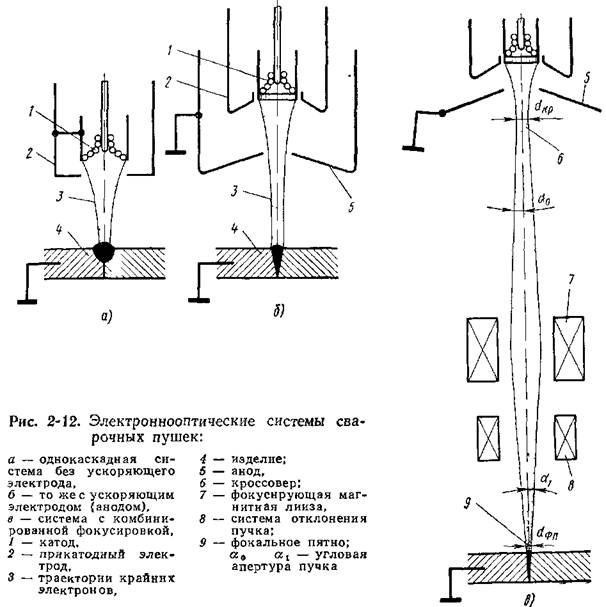
 и 3 — высоковольтные (UycK ~ и 3 — высоковольтные (UycK ~
= 80-^200 кВ). Мощность пучков лежит в пределах 0,3—100 кВт. Пучки электронов, эмитированные термокатодами, формируются в высоком вакууме (10~4—10~5 мм рт. ст.). В газоразрядных пушках и пушках с холодным катодом вакуум составляет 10" х— ю- мм рт. ст.
Основными требованиями к пучку электронов являются достаточно большая плотность энергии в пятне нагрева wn и малый угол сходимости ах пучка на изделии. Эти требования удовлетворяются в большей мере при высокой энергии электронов:
где 1п — ток пучка.
В то же время защита обслуживающего персонала от рентгеновского излучения, возникающего при торможении электронов на изделии, усложняется с ростом энергии электронов. Сложнее становятся сама пушка и ее источник питания.
|

