Технология электрической сваркиПорошковые проволоки
Порошковая проволока — это непрерывный электрод, состоящий из металлической оболочки и порошкообразного наполнителя (сердечника). Последний представляет собой смесь газообразующих и шлакообразующих материалов, ферросплавов и металлических порошков.
Отношение массы сердечника к массе проволоки называется коэффициентом заполнения /С3- Величина Къ зависит от типа, конструкции, назначения проволоки и обычно составляет 15—40%.
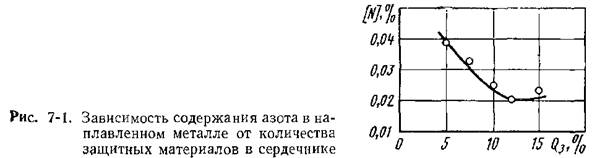
Эффективность защиты расплавленного металла от воздуха зависит от количества защитных материалов сердечника Q3, состава сердечника, конструкции проволоки, режима сварки и характеризуется содержанием азота в металле шва. С увеличением Q3 содержание азота в металле шва сначала снижается (рис. 7-1). Дальнейшее повышение Q3 приводит
к отставанию плавления сердечника от плавления металлической оболочки (рис. 7-2) и снижению эффективности защиты металла от воздуха. Нераспла-вившиеся частицы сердечника, попадая в сварочную ванну, засоряют ее неметаллическими включениями.
Уменьшение отставания плавления сердечника достигается следующими путями: 1) увеличением электропроводности сердечника за счет повышения содержания железного порошка. При сохранении оптимального количества газо- и шлакообразующих материалов этого эффекта можно достичь уменьшением толщины ленты; 2) понижением температуры плавления сердечника за счет применения шлаковых систем эвтектического состава с низкой температурой плавления или же введением в сердечник плавней, 3) разделением сердечника проволоки на части металлическими перегородками, электрически связанными с оболочкой проволоки Наиболее распространенные конструкции порошковых проволок приведены на рис. 7-3. Проволоки простых трубчатых конструкций (а—в) обычно используют для сварки в углекислом газе. Проволоки сложных конструкций — с одним и двумя загибами
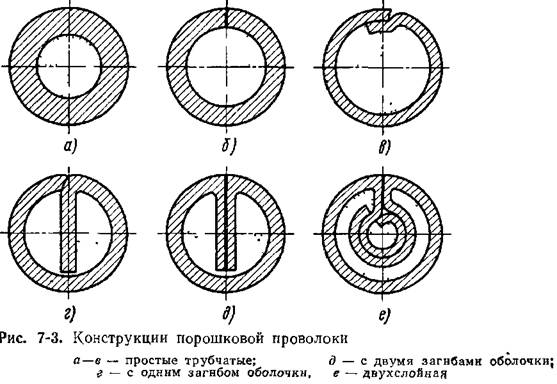

кромок (г, <?), а также двухслойные (е) применяются без дополнительной защиты. Проволоки двухслойной конструкции позволяют более надежно защитить расплавленный металл от воздуха (рис. 7-4). Эффективность защитыметалла снижается при повышении напряжения дуги (рис. 7-4). j
Порошковые проволоки различают по назначению, способу защиты металла и составу сердечника. Наиболее широкое распространение получили проволоки для сварки низкоуглеродистых и низколегированных конструкционных сталей. В последнее время порошковые проволоки находят все большее применение для сварки легированных сталей, чугуна, цветных металлов и сплавов.
По способу защиты порошковые проволоки делятся на самозащитные (защита расплавленного металла осуществляется с помощью составляющих сердечника проволоки) и используемые с дополнительной защитой зоны сварки газом или флюсами. Наиболее часто в качестве защитной среды употребляют углекислый газ.
По составу сердечника порошковые проволоки, выпускаемые в настоящее время промышленностью, делятся на пять типов: рутил-органические, карбонатно-флюоритные, флюоритные, ру-тиловые и рутил-флюоритные Название типа проволоки определяется наименованием основных составляющих сердечника. Проволоки первых трех типов применяют, как правило, без дополнительной защиты. Проволоки рутилового и рутил-флюоритного типов используют для сварки в углекислом газе.
|
