Технология электрической сваркиВлияние технологических дефектов на прочность сварных соединений при статических и переменных нагрузках
 , а в конструкциях, работающих при переменных нагрузках, они снижают предел выносливости сварных соединений. Механизм влияния дефектов на прочность в обоих случаях различен, в связи с чем влияние дефектов на прочность в условиях статического и динамического нагружения рассмотрено отдельно. , а в конструкциях, работающих при переменных нагрузках, они снижают предел выносливости сварных соединений. Механизм влияния дефектов на прочность в обоих случаях различен, в связи с чем влияние дефектов на прочность в условиях статического и динамического нагружения рассмотрено отдельно.
Влияние дефектов на статическую прочность сварных соединений. Острые трещиноподобные дефекты (трещины, непровары, несплавления, подрезы) нередко становятся очагами хрупких разрушений. Вместе с тем далеко не каждый дефект представляет опасность в этом отношении. Для определения надежности сварных конструкций и установления требований, предъявляемых к качеству сварных соединений, необходимо располагать сведениями о влиянии наиболее вероятных дефектов на прочность соединений в условиях, близких к реальным.
Принято считать, что дефекты ослабляют рабочее сечение соединений, вызывают в них концентрацию напряжений и объемность напряженного состояния. При этом полагают, что механические
свойства материала в зоне дефекта изменяются незначительно. При такой ситуации реальную угрозу для конструкций, работающих в условиях естественно низких температур (до —60° С), могут представлять дефекты относительно больших размеров. Другими словами, когда материал сварного соединения обладает большим запасом вязкости, основное влияние на прочность оказывает относительная величина дефекта. Это подтверждается целым рядом исследований, проведенных в нашей стране и за рубежом.
При более низких температурах картина существенно изменяется: основным фактором, определяющим прочность, становится интенсивность напряжений в зоне дефекта. Зависимость величины номинальных разрушающих напряжений от температуры в этом случае можно представить таким образом: при положительных и естественно низких температурах (вплоть до —60° С) разрушения имеют вязкий и квазихрупкий характер, а разрушающие напряжения превышают величину предела текучести материала.
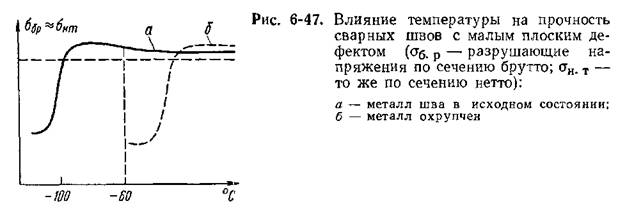
В дальнейшем, по мере снижения температуры, вязкость материала продолжает уменьшаться, и в конце концов наступает момент, когда релаксация напряжений у вершины дефекта становится невозможной. В этих условиях хрупкая трещина возникает и распространяется при низком уровне номинальных напряжений (рис. 6-47, кривая а). Температура, при которой начинает наблюдаться это явление, называется нижней критической. Она зависит от ряда факторов и прежде всего от пластических свойств металла шва.
Казалось бы, при естественно низких температурах не следует опасаться дефектов относительно малых размеров, однако практика показывает, что хрупкие разрушения от таких дефектов все же наблюдаются. Достаточно сказать, что почти 40% разрушений транспортных судов США периода военной постройки начинались от технологических дефектов швов и, что характерно, очагом этих разрушений часто были очень малые дефекты. Подобные разрушения свидетельствуют о существовании других факторов, способствующих повышению чувствительности металла швов к технологическим дефектам. Схематически это влияние можно представить изменением положения нижней критической температуры (рис. 6-47, кривая б), соответствующей резкому снижению прочности сварного соединения.
Вероятно, это связано с тем, что Локальные механические свойства материала в зонах дефектов претерпевают изменения. Наиболее часто эти изменения связаны с деформационным старением стали, значительно снижающим ее сопротивление возникновению хрупкой трещины. Иногда уменьшение вязкости материала обусловлено водородным охрупчнванием. В связи с этим рассмотрим наиболее характерные условия, способствующие локальному охрупчиванию швов в зоне дефектов, и их влияние на прочность сварных соединений.
Влияние предварительного нагружения. Ухудшение пластических свойств стали у вершин дефекта на практике может быть связано с естественным старением металла в зонах концентрации пластических деформаций, возникающих при предварительной перегрузке конструкций. Характерным примером может служить экспандирование сварных труб, когда общие деформации сравнительно невелики (1,2—1,6%), в то время как местные деформации могут достичь значительной величины (10% и более).
В качестве примера на рис. 6-48 показана зависимость величины номинальных разрушающих напряжений от температуры, полученная при испытании образцов-пластин из стали ВСтЗсп (рис. 6-49) со стыковыми швами, выполненными электродами ОММ5. Примерно одинаковые размеры непроваров в этих образцах обеспечивались увеличением притупления кромок в центральной части пластин. Охрупчивание металла вследствие пластического деформирования и последующего старения стали повышает чувствительность сварного соединения к технологическим дефектам и увеличивает опасность образования разрушений от них.
Влияние термопластических деформаций. Во время остывания сварного соединения в зоне дефекта могут возникать термопластические деформации, вызывающие динамическое старение металла. В результате происходит локальное охрупчивание и, как следствие, снижение сопротивляемости металла возникновению хрупких трещин. Подобные условия наблюдаются, например, в том случае, когда дефект расположен на участке замыкания кольцевых швов или ступеней при обратноступенчатой сварке. Наряду с протеканием термопластических деформаций в подобных случаях возникают и высокие растягивающие остаточные напряжения. Более опасными с точки зрения возникновения хрупких разрушений являются непровары, подвергающиеся повторному нагреву.
В качестве примера на рис. 6-50 представлены результаты испытания двух серий образцов из стали ВСтЗсп с непроварами в поперечном стыковом шве, выполненном электродами ОММ5. Образцы первой серии сварены напроход, в образцах второй серии первоначально сварены крайние участки шва, а после их остывания — средний участок (см. рис. 6-49). Прочность образцов в случае сварки напроход оказалась достаточно высокой во всем диапазоне температур испытаний (включая —60° С), а в случае

секционного выполнения швов резкое уменьшение прочности наблюдалось уже при температуре —20° С. Это можно объяснить охрупчиванием металла в зоне дефекта, связанным со старением стали, сопутствующим протеканию термопластических деформаций, и действием высоких растягивающих остаточных напряжений.
Влияние водородного охрупчивания. В процессе сварки нередко происходит обогащение сварных соединений водородом. Интенсивность этого процесса зависит от стечения ряда обстоятельств, среди которых особую роль играет пластическое деформирование металла. В подобных условиях поглощаемость водорода сталью возрастает почти в 100 раз. В связи с этим охрупчивание стали у вершин дефектов-концентраторов термопластических деформаций может усугубляться водородным охрупчиванием.
Данные, полученные при испытании образцов, показанных на рис. 6-49, свидетельствуют о том, что увеличение содержания водорода в шве существенно повышает чувствительность соединения к непровару (рис. 6-51). Образцы изготовляли из стали 09Г2С с непроварами в еоперечном стыковом шве, выполненном секционно электродами УОНИ-13/55. Прочность обогащенных водородом соединений (сварка осуществлялась электродами с увлажненным покрытием) значительно снижалась уже при температуре —15° С, в то время как прочность соединений, выполненных просушенными электродами, оказалась достаточно высокой во всем диапазоне естественно низких температур.

Влияние охрупчивания, связанного с увеличением содержания углерода в швах. При сварке среднеуглеродистых сталей наблюдаются случаи повышения содержания углерода в металле швов, в частности при некачественной очистке кромок после воздушно-дуговой резки угольным электродом. С повышением содержания углерода уменьшается вязкость металла, и можно ожидать, что чувствительность швов к технологическим дефектам в этом случае будет повышенной. Испытания образцов из стали 17ГС с острым искусственным надрезом в поперечном стыковом шве (см. рис. 6-49), сваренном специальными электродами, подтвердили такое предположение. С увеличением содержания углерода чувствительность шва к острым концентраторам напряжений возрастает (рис. 6-52). Это проявляется как в повышении температуры, соответствующей переходу металла из вязкого в хрупкое состояние, так и в повышении критической температуры, при которой прочность сварного соединения начинает резко снижаться.
Так обстоит дело, если сварные соединения, включающие острые трещинообразные дефекты, работают в условиях статического нагружения при положительных и естественно низких температурах. Что касается других дефектов, таких как поры и шлаковые

включения, их влияние на прочность становится существенным только при значительном ослаблении рабочего сечения или при значительном уменьшении пластичности сварных соединений. Влияние дефектов на усталостную прочность сварных соединений. При значительных переменных напряжениях прочность сварных соединений определяется их сопротивлением усталостным разрушениям. Последние обычно характеризуются пределом выносливости, который зависит от концентрации напряжений, создаваемой формой соединения или дефектом сварки, от величины и знака остаточных напряжений, а также от свойств применяемых материалов. Технологические дефекты — подрезы, непровары, несплавления и трещины создают значительную концентрацию напряжений и снижают долговечность соединений. При определенных условиях дефекты типа пор и шлаковых включений, не опасных при статическом нагружении, могут вызвать преждевременные усталостные разрушения. Ниже приведены данные

О влиянии непроваров, подрезов и пор на усталостную прочность сварных соединений с учетом упомянутых факторов.
Влияние непроваров. Непровары создают резкую концентрацию напряжений и вызывают существенное снижение выносливости стыковых соединений. Так, например, составляя всего 10% толщины сечения, непровар может понизить усталостную прочность соединения наполовину, а при глубоких непроварах, занимающих 40—50% толщины шва, пределы выносливости для стали снижаются, например, с 15 до 6,0 кгс/мм2 (рис. 6-53). Долговечность возрастает с уменьшением глубины непровара и увеличением радиуса его вершины.
Дополнительное влияние могут оказывать остаточные напряжения. Один и тот же дефект по-разному изменяет усталостную прочность соединения в зависимости от того, в каком поле остаточных напряжений он находится. Располагаясь в поле сжимающих остаточных напряжений, непровар в меньшей степени снижает усталостную прочность по сравнению с тем случаем, когда он находится в поле растягивающих остаточных напряжений (рис. 6-54).
Совпадение места залегания непровара с участком поля высоких растягивающих остаточных напряжений приводит к дальнейшему снижению усталостной прочности. Пределы выносливости стыкового соединения на сталях снижаются до 5,0 кгс/мм2 при
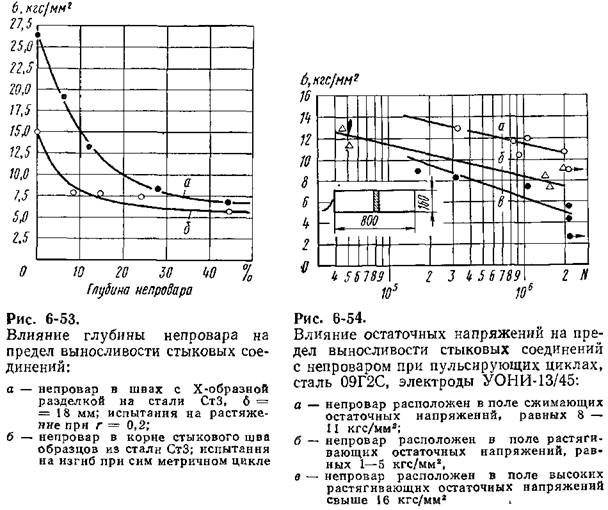
пульсирующих напряжениях и до 2,5 кгс/мм2 при знакопеременных напряжениях. В этом случае

влияние размеров дефекта несущественно. Малый непровар становится столь же опасным, как и большой (рис. 6-55).
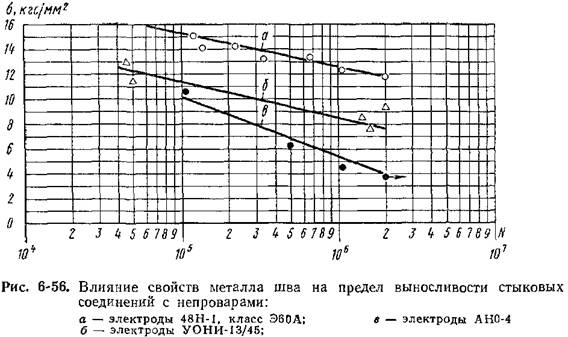
При прочих равных условиях сопротивление дефектных соединений усталостным разрушениям предопределяется свойствами металла шва и, в частности, содержанием в нем остаточного водорода. В этой связи предпочтения заслуживают электроды с основным покрытием или другие сварочные материалы, обеспечивающие низкое содержание водорода в металле шва.
Иллюстрацией могут служить результаты испытания однотипных образцов, сваренных электродами 48Н-1 и УОНИ-13/45 с основным покрытием и электродами АНО-4 с рутил-карбонатным покрытием. Стыковые образцы в средней части шва имели не-провары глубиной 5 мм и протяженностью 50 мм. Соединения, выполненные электродами с основным покрытием, имеют более высокий предел выносливости, чем сваренные электродами с рутил-карбонатным покрытием, хотя данные на рис. 6-56 для электродов 48Н-1 несколько завышены. Этот эффект следует использовать с целью увеличения долговечности и предотвращения преждевременных усталостных разрушений сварных соединений, если в них нельзя гарантировать отсутствия дефектов.

Подрезы. Усталостная прочность швов с подрезами зависит от глубины подреза, уровня остаточной напряженности и вида соединения. В случае стыковых соединений влияния концентрации напряжений и остаточных напряжений могут быть соизмеримыми. На рис. 6-57 приведены результаты испытания образцов с подрезами различной глубины, расположенными в зонах высокой и сравнительно низкой остаточной напряженности. Под влиянием изменения глубины подреза с 1—1,5 мм до 2—3,5 мм предел выносливости снижается дополнительно на 15%. Падение предела выносливости такого же порядка наблюдалось и в результате изменения растягивающих остаточных напряжений с 5,0 до 20 кгс/мм2. Суммарное влияние этих факторов может привести к снижению предела выносливости соединения вдвое.
Поры. Для проявления влияния пор существенное значение имеет вид соединения. В длинных продольных швах растягивающие остаточные напряжения достигают обычно предельных значений и пора может быть единственным концентратором напряжений. Такое сочетание может оказаться более опасным, чем нахождение поры в коротких поперечных швах, поскольку остаточные напряжения в них невелики. В этой связи поры становятся очагами усталостных разрушений чаще всего в соединительных угловых и стыковых швах, а также в поперечных стыках на участках высоких растягивающих остаточных напряжений. В то же время пористость практически не влияет на выносливость нахлесточных соединений, форма которых и без того создает высокую концентрацию напряжений. Размеры пор играют меньшую роль в изменении долговечности сварного соединения, чем место нахождения поры. Внутренние поры опаснее выходящих на поверхность.
Предел выносливости швов с порами на участках высоких растягивающих остаточных напряжений составляет 11 кгс/мм2 при пульсирующем цикле и 5 кгс/мм2 при симметричном цикле (стали низкоуглеродистые и низколегированные).
|
