Технология электрической сваркиПоры в сварных швах
Порами называют заполненные газом полости в швах, имеющие округлую, вытянутую или более сложную форму. Они возникают при первичной кристаллизации металла сварочной ванны в результате выделения газов. Поры располагаются по оси шва или по его сечению, а также вблизи от границы сплавления. При дуговой сварке поры выходят или не выходят на поверхность шва (рис. 6-24, а, б), располагаются цепочкой по оси шва (рис. 6-24, а) или отдельными группами (рис. 6-24, в). Поры, выходящие на поверхность шва, иногда называют свищами. При электрошлаковой сварке и дуговой сварке с принудительным формированием поры не выходят на поверхность шва (рис. 6-24, г), что обусловлено более ранним затвердеванием примыкающей к формирующим устройствам части металла сварочной ванны.
Поры могут быть микроскопическими (несколько микрометров) и крупными (4—6 мм в поперечнике). Выходящие на поверхность поры выявляются при внешнем осмотре. Поры, не выходящие на поверхность, выявляются теми же методами, что и не выходящие

Рис. 6-24. Поры в металле шва
а — выходящие на поверхность шва,
б — не выходящие на поверхность шва,
в — групповое расположение пор,
£ — расположение пор при электрошлаковой сварку
на поверхность трещины. Поры — недопустимый дефект сварных швов для аппаратуры, работающей под давлением и под вакуумом или предназначенной для хранения и транспортировки жидких и газообразных продуктов. Для других конструкций поры не являются столь серьезным дефектом, как трещины. Однако наличие пор при всех условиях нежелательно. Вопрос о допустимости пор решается в зависимости от условий эксплуатации конструкции. 1/Основной причиной возникновения пор при сварке стали являются водород, азот и окись углерода. Роль остальных газов (Н20, С02 и др ) незначительна.^Пористость швов при сварке алюминия и его сплавов в основном вызывается водородом. В швах на меди поры образуются преимущественно при выделении паров воды.
Если образование и выделение газов при сварке происходит в период, когда металлическая ванна находится в жидком состоянии, и протекает интенсивно, то пузырьки газов успевают полностью выделиться Их выделение не только не приводит к образованию пор, но оказывает рафинирующее действие на сварочную ванну, снижая ее газонасыщенность. Если же образование и выделение газов происходит в период затвердевания ванны и проходит вяло, пузырьки газа не успевают всплыть и остаются в металле в виде пор.
Образование пор в швах на стали от выделения водорода и азота обусловлено резким снижением их растворимости в процессе затвердевания металла сварочной ванны. Находящиеся в жидком состоянии железо и его сплавы могут растворять значительные количества водорода и азота. По мере остывания металла растворимость этих газов снижается. При уменьшении температуры вплоть до температуры плавления растворимость снижается постепенно и образовавшиеся пузырьки свободно всплывают на поверхность жидкой ванны. При затвердевании металла снижение растворимости водорода и азота происходит скачкообразно. Например, при затвердевании низкоуглеродистой стали растворимость азота снижается в 4 раза, а водорода в 1,7 раза.
Более низкая растворимость водорода и азота в твердом металле по сравнению с растворимостью их в жидком металле ведет к обогащению расплава этими газами, что способствует зарождению газовых пузырьков на поверхности раздела жидкого и твердого металлов. При резком увеличении количества выделившегося газа не все пузырьки успевают всплыть на поверхность сварочной ванны, часть их остается в шве.
ц/Поры от окиси углерода возникают при недостаточной раскисленное металла сварочной ванны. Растворенные в жидкой стали углерод и кислород реагируют между собой по реакции

Образующаяся при этом окись углерода может давать начало зародышам газовой фазы или же выделяться в уже существующие пузырьки других газов. Для возникновения зародышей окиси углерода необходимы определенный избыток содержаний углерода и кислорода над равновесным и благоприятные условия для зарождения газовой фазы. ^
В реальных условиях сварки пористость швов обычно вызывается совместным действием нескольких газов. Если в процессе затвердевания металла сварочной ванны сила внутреннего давления в газовом зародыше или пузырьке заметно превышает барометрическое давление, металл будет кипеть и в шве появятся поры. Сила внутреннего давления в газовом зародыше или пузырьке состоит из парциальных давлений отдельных газов.
Водород поступает в атмосферу дуги, а из нее в сварочную ванну из ржавчины, влаги и других загрязнений, находящихся на поверхности свариваемых кромок и присадочного металла, из защитного газа или из материалов, входящих в состав покрытия или флюса.
Уменьшить растворение водорода в металле сварочной ванны можно ограничением доступа водорода и водяного пара в зону сварки; снижением парциального давления водорода и водяного пара в атмосфере дуги за счет связывания водорода в HF и разбавления его другими газами; снижением растворимости водорода в жидком металле вследствие окисления или легирования последнего; уменьшением растворения водорода в металлической ванне технологическими способами (применением постоянного тока, изменениями режима сварки, применением соответствующих сварочных материалов и т. п.); удалением водорода из металлической ванны при ее кипении; увеличением времени удаления водорода из металлической ванны.
Основным способом ограничения поступления водорода и водяного пара в зону сварки является очистка свариваемых кромок от ржавчины, влаги, масла, краски и других водородсодержащих веществ. При низкой температуре кромки следует также очищать от инея и влаги и просушивать. Чтобы избежать концентрации влаги на свариваемых кромках, рекомендуется их нагревать до температуры 100° С и выше. Ржавчину, масло или краску можно выжигать кислородно-ацетиленовой горелкой или резаком. Сварочную проволоку следует очищать от следов волочильной смазки и других загрязнений, избегать операции травления проволоки при ее волочении (лучше производить светлый отпуск). Сварочные электроды необходимо надежно упаковывать и хранить в сухом помещении. Защитный газ следует применять с минимальной влажностью. Флюс должен быть хорошо прокален.
Азот поступает в зону сварки, а из нее в сварочную ванну из окружающей атмосферы, а также из расплавляемых основного и дополнительного металлов. Избежать пористости от азота можно путем ограничения растворения азота в жидком электродном металле и металлической ванне до величин, меньших растворимости азота в твердом металле; повышения растворимости азота В Твёрдом металле; связывания азота в металле шва в стойкие нитриды.
Забиваем Сайты В ТОП КУВАЛДОЙ - Уникальные возможности от SeoHammer
Каждая ссылка анализируется по трем пакетам оценки: SEO, Трафик и SMM.
SeoHammer делает продвижение сайта прозрачным и простым занятием.
Ссылки, вечные ссылки, статьи, упоминания, пресс-релизы - используйте по максимуму потенциал SeoHammer для продвижения вашего сайта.
Что умеет делать SeoHammer
— Продвижение в один клик, интеллектуальный подбор запросов, покупка самых лучших ссылок с высокой степенью качества у лучших бирж ссылок.
— Регулярная проверка качества ссылок по более чем 100 показателям и ежедневный пересчет показателей качества проекта.
— Все известные форматы ссылок: арендные ссылки, вечные ссылки, публикации (упоминания, мнения, отзывы, статьи, пресс-релизы).
— SeoHammer покажет, где рост или падение, а также запросы, на которые нужно обратить внимание.
SeoHammer еще предоставляет технологию Буст, она ускоряет продвижение в десятки раз,
а первые результаты появляются уже в течение первых 7 дней.
Зарегистрироваться и Начать продвижение
Растворение азота в металле ограничивают применением газовой или шлаковой защиты зоны сварки от доступа воздуха. Кроме того, нужно исключить все другие возможности поступления азота в зону сварки. Содержание азота в основном металле и сварочной проволоке не должно превышать допустимого. Нельзя выполнять прихватки, монтажные и подварочные швы электродами со стабилизирующим покрытием или покрытыми электродами с отбитой обмазкой. Содержание азота в защитных газах должно быть минимальным.
Повышение растворимости азота в твердом металле и связывание его в стойкие нитриды требуют дополнительного легирования металла шва элементами, обладающими большим химическим сродством к азоту. К таким элементам принадлежат титан, алюминий, церий, цирконий и др. Вводить в металлическую ванну нитридообразующие элементы целесообразно лишь тогда, когда нет возможности ограничить доступ азота в зону сварки.
К металлургическим способам предупреждения пористости от азота принадлежит также дегазация жидкого металла при его кипении. В частности, этот способ применяют при сварке и наплавке под флюсом металла с повышенным содержанием азота. Для этого иногда используют сварочную проволоку с повышенным содержанием углерода.
Среди кислородных соединений окись углерода и водяной пар отличаются тем, что при температурах существования жидкой стали они находятся в газообразном состоянии. В связи с этим одной из важнейших задач раскисления сварочной ванны является предупреждение образования этих газов во время затвердевания металла. Чтобы избежать пористости от выделения газообразных кислородных соединений, в зону сварки вводят элементы с высоким химическим сродством к кислороду, образующие твердые или жидкие окислы. Соединяясь с кислородом, эти элементы тормозят реакции образования окиси углерода и водяного пара. Эффективность действия элементов-раскислителей характеризуется их раскислительной способностью, т. е. их способностью снижать концентрацию кислорода в стали.
О раскислительной способности элементов можно судить по рис. 6-25, на котором показано количество кислорода, находящегося в равновесии с данным количеством элемента. Количество растворенного в жидком металле кислорода будет тем меньше, чем выше химическое сродство к кислороду данного элемента и больше его концентрация в расплаве. Небольшие присадки титана и алюминия могут подавлять реакцию образования окиси углерода в жидкой стали.
Кремний при достаточной его концентрации в расплаве также способен подавить образование окиси углерода. Раскисляющая сила углерода практически не изменяется с изменением температуры
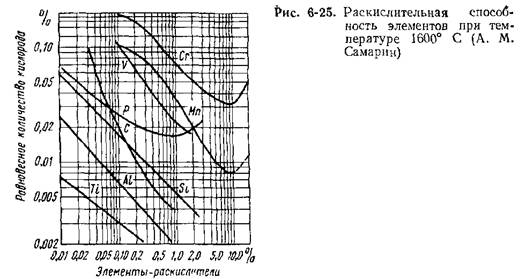
тогда как раскисляющая сила кремния при снижении температуры возрастает. В равновесных условиях при температуре затвердевания стали кремний является лучшим рас-кислителем, чем углерод. Поэтому кремний способен остановить реакцию образования окиси углерода и успокоить кипение твердеющей стали. Связанный с титаном, алюминием, кремнием и другими сильными раскислителями кислород уже не может взаимодействовать с углеродом.
При сварке плавлением раскисление осуществляется путем введения элементов-раскислителей в сварочную ванну из основного металла, сварочной проволоки, электродного покрытия, керамического флюса и т. п. При наличии достаточного количества сварочного шлака раскисление может осуществляться за счет восстановления кремния и марганца из шлаковой фазы.
На пористость швов существенно влияет скорость кристаллизации сварочной ванны. При большой скорости кристаллизации металла рост кристаллитов обгоняет рост и всплывание пузырька газа, и пузырек запутывается в металле, в результате чего образуется пора. Снижение скорости сварки, увеличение объема сварочной ванны, уменьшение теплоотвода в основной металл и увеличение его начальной температуры снижают скорость кристаллизации металла и уменьшают пористость швов. Некоторое влияние оказывает и форма сварочной ванны. Повышение значения коэффициента формы шва приводит к уменьшению вероятности возникновения пор, так как при этом улучшаются условия для всплывания пузырьков в результате выдавливающего действия растущих дендритов.
|

