Технология электрической сваркиТипы сварных соединений и швов
В зависимости от взаимного расположения свариваемых элементов различают следующие виды соединений.
Стыковое соединение. Образовать стыковое соединение могут элементы одинаковой (рис. 5-2, а) или различной толщины (рис. 5-2, б). Толщина металла неограничена. Если сопрягают листы различной толщины, то на более толстом из них делают скос с одной или с двух сторон до толщины меньшего листа. Если разница в толщине сопрягаемых элементов не превышает 2—5 мм (в зависимости от толщины свариваемого металла), скос не производят. Разновидностью стыкового соединения является соединение с отбортовкой кромок (рис. 5-3), применяемое при сварке металла толщиной до 3 мм.
Тавровое соединение. Угол между полкой и стенкой может быть прямым (рис. 5-4), острым или тупым. Сочетание толщин может быть разнообразное.
Нахлесточное соединение (рис. 5-5). Условно к нахлесточному соединению относят пакет из двух элементов (рис. 5-6). Нахлесточное соединение обычно образуют из металла толщиной до 20 мм.


Угловое соединение. Угол между сопрягаемыми деталями может быть прямым (рис. 5-7), острым или тупым. Изредка применяют соединение впритык (рис. 5-8).
Стыковое соединение в наибольшей степени соответствует специфике сварки и обеспечивает оптимальные условия передачи усилий от одного элемента к другому. При нахлесточном соединении создаются неблагоприятные условия для передачи усилий, так как в результате несоосности приложения нагрузки возникает изгибающий момент. Кроме того, увеличиваются расход металла и длина швов. Нахлесточное соединение имеет очень низкий предел выносливости. К преимуществам нахлесточного соединения относят значительно более низкие требования к точности заготовки элементов, а при металле толщиной до 4 мм — также возможность сварки без обработки кромок путем соединения листов в состоянии после прокатки.
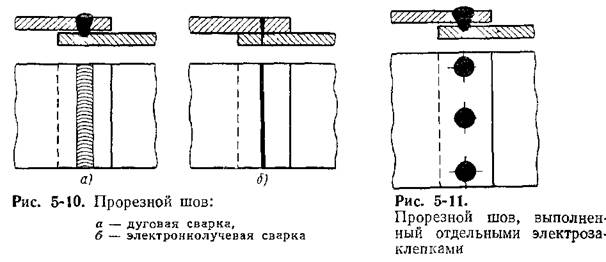
Шов, соединяющий детали в стыковом соединении, называют стыковым, а в тавровом и нахлесточном соединениях — угловым. Угловые швы могут быть сплошными или прерывистыми. Прерывистый шов выполняют отдельными отрезками — шпонками или отдельными точками. Отрезки прерывистого шва могут быть расположены друг против друга или в шахматном порядке (рис. 5-9). При нахлесточном соединении применяют так называемый прорезной шов. Он может быть сплошным (рис. 5-10, а, б), шпоночным или состоять из отдельных точек-электрозаклепок (рис. 5-11). Сплошной прорезной шов характерен для электроннолучевой, шпоночный и электрозаклепочный — для дуговой сварки. При дуговой сварке шпоночный и электрозаклепочный швы можно выполнять (в зависимости от толщины верхнего листа) с образованием отверстия перед сваркой или без него.

Различают прямолинейные, круговые и спиральные швы и швы более сложной конфигурации.
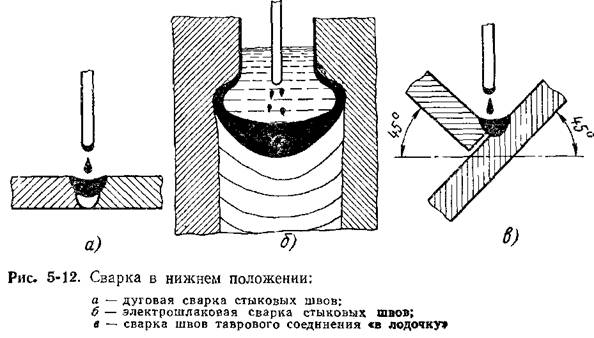
В зависимости от положения шва в пространстве и расположения источника нагрева по отношению к свариваемым кромкам различают сварку в нижнем, вертикальном, горизонтальном, потолочном и наклонном положениях. При дуговой сварке стыкового шва в нижнем положении соединяемые детали располагают в горизонтальной плоскости (рис. 5-12, а), а при электрошлаковом процессе и дуговой сварке с принудительным удержанием жидкой ванны — в вертикальной плоскости (рис. 5-12, б). При выполнении угловых швов в нижнем положении дуговым способом детали располагают так, как это представлено на рис. 5-12, в (сварка в лодочку). При толщине верхнего листа до 12 мм возможна сварка с оплавлением кромки.
При сварке в нижнем положении электродный металл по мере его плавления переносится в сварочную ванну сверху вниз (в направлении силы тяжести), а поверхность сварочной ванны
занимает горизонтальное положение. В этом случае создаются наиболее благоприятные условия для формирования шва. Сварку в нижнем положении можно выполнять всеми способами сварки плавлением. При сварке в нижнем положении под флюсом наклон продольной оси шва по отношению к горизонтальной плоскости не должен превышать 4°, при других способах дуговой сварки наклон может достигать 8—10°.
Для современного уровня развития сварочной техники характерно выполнение большинства швов в заводских условиях в нижнем положении. Эго достигается путем рационального проектирования конструкций и применения манипуляторов или других приспособлений, позволяющих устанавливать детали под сварку всех швов в удобном положении. В условиях монтажа следует стремиться к выполнению в нижнем положении максимального количества швов, применяя для этого укрупнительную сборку и сварочные манипуляторы.
При сварке в вертикальном положении кромки соединяемых элементов располагают вертикально на вертикальной плоскости. Перенос дополнительного металла в сварочную ванну обычно осуществляется в направлении, перпендикулярном к силе тяжести (рис. 5-13, а). В связи с указанными особенностями удовлетворительное формирование шва достигается только при небольшом объеме сварочной ванны. В этих условиях силы поверхностного натяжения удерживают жидкий металл от стекания. Сварку в вертикальном положении можно выполнять покрытыми электродами вручную или механизированным способом в защитном газе на режимах, обеспечивающих малый объем сварочной ванны. Сварку ведут, как правило, снизу вверх. Применяется также сварка сверху вниз.
Путем манипуляций электродом можно приблизить характер переноса металла при сварке в вертикальном положении к сварке в нижнем положении (рис. 5-13, б). Источник теплоты при сварке в вертикальном положении располагают перпендикулярно в вертикальной плоскости или с небольшими отклонениями от такого положения.


При сварке горизонтальных стыковых швов кромки свариваемых деталей расположены так, как показано на рис. 5-14. Перенос металла в сварочную ванну осуществляется перпендикулярно к направлению силы тяжести. Путем манипуляций концом электрода и соответствующей разделки кромок в этом случае также стремятся максимально приблизить характер переноса металла к переносу в нижнем положении.
При сварке угловых швов тавровых и нахлесточных соединений в положении не в лодочку перенос металла в сварочную ванну осуществляется под углом 45° к направлению силы тяжести (рис. 5-15), т. е. сварка в этом случае производится, в сущности, в полугоризонтальном положении. Такая техника выполнения шва получила название сварки в угол или наклонным электродом.
Сварку стыковых и угловых швов в горизонтальном положении выполняют преимущественно покрытыми электродами вручную или механизированным способом в защитных газах. Сварку угловых швов в положении не в лодочку производят при сечении шва (или слоя) не более 40 мм2. При большем сечении наблюдается стекание металла на горизонтально расположенный элемент. Сварка стыковых швов в горизонтальном положении под флюсом принципиально возможна, но находит пока ограниченное применение из-за сложности удаления шлаковой корки и плохого формирования поверхностных слоев металла, связанного с трудностью удержания шлака и жидкого металла.
Создание высокопроизводительного способа сварки стыковых горизонтальных швов является серьезной проблемой сварочной техники. Наличие таких швов неизбежно при монтаже крупных листовых конструкций.
При сварке в потолочном положении свариваемые кромки располагают так, как изображено на рис. 5-16. Перенос металла с электрода в сварочную ванну осуществляется снизу вверх, т. е. против силы тяжести, что препятствует нормальному формированию шва. Из-за сложности ведения сварки в потолочном положении (шов расположен над головой сварщика) и ухудшения условий дегазации ванны (пузырьки газов, всплывая, попадают в корень шва) качество металла шва снижается. Сварку в потолочном положении выполняют главным образом вручную покрытыми электродами, короткой дугой. Возможна сварка таких швов в защитных Газах. Сварку 6 потолочном положении, как правило, применяют только при монтаже крупных конструкций, при сварке неповоротных стыков труб и при выполнении ремонтных работ.
Кроме нижнего, горизонтального и вертикального положений возможно наклонное положение швов. В зависимости от расположения кромок наклонные швы могут быть полупотолочными, полувертикальными и полугоризонтальными. Наклонные швы всех видов сваривают вручную покрытыми электродами и механизированными способами в защитных газах. Швы, расположенные под углом от 45 до 80° к горизонтальной плоскости, можно сваривать электрошлаковым способом. Сварка под флюсом при наклонном положении шва не применяется.
При лучевых способах сварки возможно выполнение швов во всех пространственных положениях, но практическое применение находит в основном сварка в нижнем положении.
|
