Технология термической обработки металловПримеры термической обработки инструмента
ТЕРМИЧЕСКАЯ ОБРАБОТКА РЕЖУЩЕГО ИНСТРУМЕНТА
ИНСТРУМЕНТАЛЬНЫЕ СТАЛИ
Общие сведения. К режущим инструментам относят резцы, сверла, метчики, фрезы, протяжки и т. п. В процессе резания режущая (рабочая) часть инструмента внедряется в обрабатываемую деталь и отрывает частицы металла (в виде стружки). Для этого необходима высокая твердость рабочей части режущего инструмента, превышающая твердость детали. Инструмент с недостаточной твердостью не может резать: его форма и размеры быстро изменяются. В процессе работы происходит непрерывное трение — износ поверхности режущей кромки инструмента. Поэтому режущий инструмент должен обладать высокой износостойкостью. Механическая энергия превращается в тепловую, происходит нагрев инструмента, обрабатываемой детали и стружки. При обработке с большими скоростями резания и при снятии стружки большого сечения режущий инструмент находится в тяжелых условиях работы, режущая кромка инструмента нагревается до высокой температуры. Поэтому режущий инструмент должен обладать также теплостойкостью, т. е. режущая кромка должна сохранять высокую твердость при нагреве до высокой температуры.
При работе режущий инструмент может подвергаться толчкам и ударам, следовательно, он должен быть вязким. При низкой вязкости образуются трещины, происходит выкрашивание и поломка инструмента. При выборе марки стали для режущего инструмента необходимо учитывать не только основные эксплуатационные свойства сталей, перечисленные выше, но и технологические свойства, которые характеризуют поведение стали при изготовлении инструмента и его термической обработке: закаливаемость — способность стали приобретать при закалке высокую твердость и мартен ситную структуру; прокаливаемость — способность стали закаливаться на определенную глубину; склонность к деформации при термической обработке, т. е. склонность к изменению размеров под влиянием возникающих напряжений как тепловых, так и структурных; стойкость против образования трещин, которые могут возникать как при закалке, так и при шлифовании готового инструмента под влиянием напряжений; усложнение формы и увеличение сечения инструмента повышают чувствительность к трещинам; стойкость против окисления и обезуглероживания (которые происходят в результате взаимодействия инструмента с внешней средой при термической обработке); обрабатываемость резанием и давлением и др.
Качество готового инструмента в большой степени зависит от качества стали, из которой изготовляют инструмент. Несмотря на то, что весь выплавляемый металл контролируют на металлургических заводах, следует дополнительно контролировать металл, поступающий в инструментальное производство, в связи со сложностью и высокой стоимостью изготовления инструмента. Чтобы определить качество стали в состоянии поставки, контролируют ее химический состав, механические свойства, макро- и микроструктуру, глубину обезуглероженного слоя, прокаливаемость, теплостойкость и т. д. Особенно тщательно контролируют сталь, предназначенную для изготовления сложного, дорогостоящего инструмента.
Отклонение химического состава от установленного стандартом затрудняет выполнение термической обработки и требует изменения режимов; возникает необходимость многократной переработки, что увеличивает процент брака, повышает стоимость обработки и не всегда приводит к желаемым результатам.
 — характерные веретенообразные включения серого цвета. Оксидные включения располагаются в виде цепочки. Небольшое количество мелких неметаллических включений незначительно влияет на качество инструмента. Но если их много или они крупные, то инструмент, изготовленный из такой стали, может в процессе эксплуатации сломаться. — характерные веретенообразные включения серого цвета. Оксидные включения располагаются в виде цепочки. Небольшое количество мелких неметаллических включений незначительно влияет на качество инструмента. Но если их много или они крупные, то инструмент, изготовленный из такой стали, может в процессе эксплуатации сломаться.
При наличии пор в стали нарушается сплошность металла и происходит выкрашивание режущих кромок инструмента. Пористость стали подразделяется на общую и центральную. Возможность применения пористого металла зависит от вида инструмента. Например, наличие центральной пористости в стали, предназначенной для изготовления круглых плашек, совершенно недопустимо, так как режущая часть плашек расположена близко к центру, и допустимо для метчиков, у которых режущая часть расположена на поверхности; пористость выявляется макротравлением.
Повышенная твердость приводит к плохой обрабатываемости на металлорежущих станках; поверхность обработанных деталей получается нечистой, рабочий инструмент преждевременно выходит из строя (садится). Твердость поступающего металла контролируют в количестве 3—10% партии. Обезуглероженный слой на поверхности прутка не должен превышать определенной нормы. Если обезуглероженный слой не снят при изготовлении инструмента, то последний не пригоден к работе, так как режущие поверхности его после закалки будут мягкими. На качество инструмента, в котором режущая часть расположена внутри (круглые плашки), обезуглероженный слой не влияет.
 Прокаливаемость стали играет большую роль при изготовлении инструмента. Так, для некоторых инструментов, например сверл, требуется сквозная прокаливаемость, а для некоторых, например метчиков и разверток, требуется прокаливаемость на небольшую глубину с сохранением вязкой сердцевины. Как правило, прокаливаемость углеродистой стали не контролируют, так как в течение последних лет не наблюдалось отклонений от ГОСТа по этому параметру. В случае особых требований к инструменту из быстрорежущих сталей контролируют теплостойкость (красностойкость). Прокаливаемость стали играет большую роль при изготовлении инструмента. Так, для некоторых инструментов, например сверл, требуется сквозная прокаливаемость, а для некоторых, например метчиков и разверток, требуется прокаливаемость на небольшую глубину с сохранением вязкой сердцевины. Как правило, прокаливаемость углеродистой стали не контролируют, так как в течение последних лет не наблюдалось отклонений от ГОСТа по этому параметру. В случае особых требований к инструменту из быстрорежущих сталей контролируют теплостойкость (красностойкость).
Для изготовления режущего инструмента небольших размеров и несложной формы, работающего при небольших нагрузках, не подвергающегося резким и сильным ударам (развертки, метчики, плашки, надфили), используют инструментальную углеродистую сталь У10, У10А, У11, У11А, У12, У12А.
Забиваем Сайты В ТОП КУВАЛДОЙ - Уникальные возможности от SeoHammer
Каждая ссылка анализируется по трем пакетам оценки: SEO, Трафик и SMM.
SeoHammer делает продвижение сайта прозрачным и простым занятием.
Ссылки, вечные ссылки, статьи, упоминания, пресс-релизы - используйте по максимуму потенциал SeoHammer для продвижения вашего сайта.
Что умеет делать SeoHammer
— Продвижение в один клик, интеллектуальный подбор запросов, покупка самых лучших ссылок с высокой степенью качества у лучших бирж ссылок.
— Регулярная проверка качества ссылок по более чем 100 показателям и ежедневный пересчет показателей качества проекта.
— Все известные форматы ссылок: арендные ссылки, вечные ссылки, публикации (упоминания, мнения, отзывы, статьи, пресс-релизы).
— SeoHammer покажет, где рост или падение, а также запросы, на которые нужно обратить внимание.
SeoHammer еще предоставляет технологию Буст, она ускоряет продвижение в десятки раз,
а первые результаты появляются уже в течение первых 7 дней.
Зарегистрироваться и Начать продвижение
Для изготовления режущего инструмента большого размера, сложной конфигурации и для длинных и тонких инструментов, деформация которых при закалке должна быть наименьшей, используют инструментальную легированную сталь 9ХС, ХВГ, Х12М. Для изготовления инструмента, работающего в тяжелых условиях, при высоких скоростях резания, при обработке сталей повышенной твердости (резцы, сверла, развертки, фрезы, метчики, плашки, протяжки) применяют быстрорежущие стали Р18, Р12, Р9 и др.
Углеродистые стали (с содержанием углерода от 0,7 до 1,3%) — небольшой прокаливаемости, что связано с пониженной устойчивостью аустенита в перлитной и промежуточных областях.
Для получения высокой твердости (HRC 60—65) углеродистую инструментальную сталь необходимо закаливать в воде. Несмотря на быстрое охлаждение, инструмент (диаметром до 10—12 мм) прокаливается на небольшую глубину. При охлаждении в масле или в горячих средах высокая твердость получается в образцах диаметром до 5 мм.
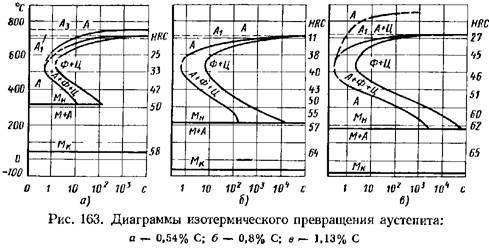
При увеличении содержания углерода возрастает устойчивость аустенита и повышается прокаливаемость в том случае, если углерод находится в растворе. Наличие структурно свободных карбидов уменьшает устойчивость аустенита и снижает прокаливаемость. Вследствие этого в углеродистых инструментальных сталях прокаливаемость повышается при увеличении углерода до эвтектоидного состава и снижается при дальнейшем повышении углерода. Поэтому, например, прокаливаемость стали У8 выше прокаливаемости стали У12 (рис. 163). С повышением температуры закалки прокаливаемость увеличивается.
В связи с низкой прокаливаемостью углеродистых сталей их применяют для инструмента диаметром от 5 до 25—30 мм, обрабатывающего мягкие материалы. Основное преимущество углеродистых сталей — возможность сохранения вязкой сердцевины при получении высокой твердости поверхности инструмента.
Углеродистые инструментальные стали имеют и ряд других технологических достоинств: низкую твердость после отжига (менее НВ 200); низкие температуры закалки (770—810° С), что уменьшает окисление и обезуглероживание; небольшое количество остаточного аустенита после закалки (5—10%), позволяющее сохранять форму рабочих кромок инструмента.
К недостаткам углеродистых сталей следует отнести узкий интервал температур отжига на структуру зернистого перлита; повышенную склонность к возникновению напряжений,
деформации и образованию трещин в связи с необходимостью охлаждения в воде при закалке (для получения требуемой прокаливае-мости и закаливаемости); большую чувствительность к перегреву при закалке. Даже при незначительном повышении температуры (на 10—15° С) происходит рост зерна и увеличение количества остаточного аустенита, что ведет к снижению прочности.
 ) сохраняется вторичный цементит, который и препятствует росту зерна. Низкая теплостойкость (до 200°С) также является недостатком этой группы сталей. Для режущего инструмента лучше применять сталь У11. По сравнению со сталью У10 сталь У11 имеет более мелкое зерно, а по сравнению со сталью У12 обладает большей прокаливаемостью и более высокими механическими свойствами. ) сохраняется вторичный цементит, который и препятствует росту зерна. Низкая теплостойкость (до 200°С) также является недостатком этой группы сталей. Для режущего инструмента лучше применять сталь У11. По сравнению со сталью У10 сталь У11 имеет более мелкое зерно, а по сравнению со сталью У12 обладает большей прокаливаемостью и более высокими механическими свойствами.
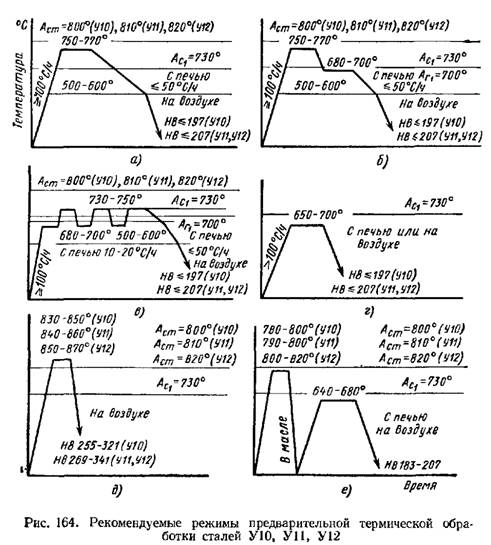
Инструментальную углеродистую сталь (У10—У12) отжигают с непрерывным охлаждением (рис. 164, а); изотермический и маятниковый отжиг осуществляют по режимам, приведенным на рис. 164, б и в: выдержка при температуре отжига и изотермическая выдержка при 680—700° С 1—2 ч; при маятниковом отжиге выдержка на каждой ступени 0,5—1 ч; структура после отжига — зернистый перлит. Перед повторной закалкой (если после закалки не получилось нормальной твердости или сталь была переотпущена), а также для снятия внутренних напряжений от обработки резанием и снятия наклепа после холодной пластической деформации проводят высокий отпуск (рис. 164, г) с выдержкой 2—3 ч. Для устранения цементитной сетки и измельчения зерна используют нормализацию (рис. 164, д). Для получения небольшой шероховатости поверхности (при нарезании резьбы и т. п.) применяют улучшение (см. рис. 164, ё).
 . Охлаждение в вод- . Охлаждение в вод-
ных растворах солей или щелочей дает более удовлетворительные результаты по сравнению с охлаждением в воде: уменьшается возможность образования мягких пятен, повышается прочность, увеличивается толщина закаленного слоя и обеспечивается его более однородная структура и твердость.
При быстром охлаждении в воде или в водных растворах появляются внутренние напряжения, которые могут вызвать образование трещин. Поэтому инструмент из углеродистой стали рекомендуется охлаждать в воде или в водных растворах не полностью, а до потемнения поверхности (до 200—250° С), а затем переносить в масло для полного охлаждения. После закалки в водных растворах солей или щелочей инструмент необходимо, во избежание коррозии, немедленно промывать в горячей воде (60— 80° С), затем просушивать в струе сжатого воздуха. Для уменьшения внутренних напряжений и коробления, а также для предотвращения закалочных трещин применяют ступенчатую закалку, при которой инструмент из углеродистой стали нагревают до 790—810° С и охлаждают в соляной ванне, имеющей температуру 150—180° С. После кратковременной выдержки (3—5 мин) при этой температуре инструмент охлаждают на воздухе. Этот способ можно применять при закалке инструмента диаметром (толщиной) до 6—8 мм. При добавлении в расплав соли 4—6% воды можно закаливать инструменты диаметром (толщиной) до 10—12 мм. Мелкий инструмент диаметром (толщиной) до 6—8 мм после нагрева до 790—810° С можно охлаждать в масле (HRC 62—64). После закалки проводят низкотемпературный отпуск режущего инструмента из углеродистых инструментальных сталей У10—У12, обычно при 150—160° С (HRC 62—64), 180—200° С (HRC 60—62).
Для стабилизации размеров инструмента повышенной точности производят обработку холодом при температуре минус 50° С. Твердость после обработки холодом повышаетгя на 1—2 единицы HRC.
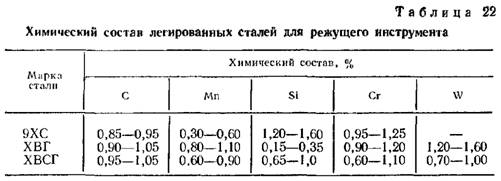
Легированные стали. Для изготовления режущего инструмента наиболее широко применяют стали 9ХС, ХВГ, ХВСГ, Х12М, химический состав которых приведен в табл. 22.
Сервис онлайн-записи на собственном Telegram-боте
Попробуйте сервис онлайн-записи VisitTime на основе вашего собственного Telegram-бота:
— Разгрузит мастера, специалиста или компанию;
— Позволит гибко управлять расписанием и загрузкой;
— Разошлет оповещения о новых услугах или акциях;
— Позволит принять оплату на карту/кошелек/счет;
— Позволит записываться на групповые и персональные посещения;
— Поможет получить от клиента отзывы о визите к вам;
— Включает в себя сервис чаевых.
Для новых пользователей первый месяц бесплатно.
Зарегистрироваться в сервисе
Сталь 9ХС легирована хромом и кремнием. Она обладает повышенной устойчивостью аустенита и хорошей прокаливае-мостью. После закалки в масле твердость HRC 60 и более получается в образцах сечением до 40 мм (в горячих средах до 30 мм). Сталь 9ХС имеет повышенную теплостойкость (твердость не ниже HRC 60 сохраняется при нагреве закаленной стали до 250—260° С), хорошие режущие свойства, равномерное распределение карбидов (в прутках диаметром 50—60 мм карбидная неоднородность не превышает одного-двух баллов); отжигается сталь 9ХС при 780—800° С; закаливается в масле и в расплавленных солях (с температурой 150—200° С) от 850—870° С.
 стали 9ХС располагается ниже 0° С, мартенситное превращение при закалке протекает не полностью, и в стали остается до 6—8% остаточного аустенита, наличие которого приводит к деформации и снижает стойкость режущего инструмента. Поэтому инструмент несложной формы, у которого внутренние напряжения меньше, можно после закалки подвергать обработке холодом при температуре минус 55° С, учитывая, что сталь 9ХС очень чувствительна к стабилизации аустенита. Отпускают сталь 9ХС при температурах 180—200° С. Структура после термической обработки — мартенсит и карбиды, твердость HRC 61—64. стали 9ХС располагается ниже 0° С, мартенситное превращение при закалке протекает не полностью, и в стали остается до 6—8% остаточного аустенита, наличие которого приводит к деформации и снижает стойкость режущего инструмента. Поэтому инструмент несложной формы, у которого внутренние напряжения меньше, можно после закалки подвергать обработке холодом при температуре минус 55° С, учитывая, что сталь 9ХС очень чувствительна к стабилизации аустенита. Отпускают сталь 9ХС при температурах 180—200° С. Структура после термической обработки — мартенсит и карбиды, твердость HRC 61—64.
В связи с повышенным содержанием кремния сталь 9ХС склонна к обезуглероживанию при нагреве и имеет повышенную твердость в отожженном состоянии (HRC 229—241), что затрудняет обработку резанием. Ее применяют для изготовления различного режущего инструмента: сверл, разверток, фрез, метчиков и плашек.
Сталь ХВГ применяют для изготовления инструмента, у которого при закалке допускается незначительное коробление:
крупных и длинных протяжек, длинных метчиков и разверток, тонких сверл и т. д.
Сталь ХВГ легирована хромом, вольфрамом и марганцем; имеет большую закаливаемость и прокаливаемость, чем сталь 9ХС. Твердость более НЯС 60 получается по всему сечению цилиндрических образцов диаметром 45—48 мм при закалке с охлаждением в масле (до 35 мм в горячих средах). В стали ХВГ сохраняется после закалки повышенное количество остаточного аустенита (до 15—18%), что уменьшает коробление и делает ее малодефор-мирующейся. Наличие такого количества аустенита понижает сопротивление малой пластической деформации и увеличивает чувствительность к шлифовочным трещинам. Недостатками стали ХВГ являются: повышенная карбидная неоднородность (3—4-го балла в прутках диаметром 50—60 мм; в заготовках более крупных сечений наблюдается карбидная сетка), что ведет к выкрашиванию и снижает стойкость инструмента, в связи с чем сталь ХВГ не рекомендуется применять для резьбонарезного инструмента; нестабильная закаливаемость и прокаливаемость — образцы отдельных плавок прокаливаются при охлаждении в масле только в сечениях до 30—40 мм и имеют пониженную твердость. Температура обработки холодом для стали ХВГ минус 55° С; ее отжигают при 770—790° С и закаливают в масле или горячих средах от 820—850° С; отпуск проводят при 160—190 С. Твердость после термической обработки HRC 61—64 (допускается НЯС 56—64 в связи с нестабильной закаливаемостью).
Вместо сталей 9ХС и ХВГ применяют сложнолегированную сталь ХВСГ. Эта сталь лучше закаливается и прокаливается. Образцы из стали ХВСГ небольших сечений (до 20 мм) закаливают с охлаждением на воздухе (HRC 59—60); при охлаждении в масле образцы прокаливаются насквозь в сечении до 100 мм, в горячих средах — до 75 мм. Прокаливаемость стали ХВСГ более стабильна по сравнению с прокаливаемостью стали ХВГ за счет меньшего содержания вольфрама (до 0,7—1,0%). Сталь ХВСГ чувствительна к перегреву и склонна к обезуглероживанию. Теплостойкость и распределение карбидов такие же, как и у стали 9ХС. Количество остаточного аустенита после закалки до 12—14%. Твердость в отожженном состоянии НВ 196—217 (отжигают при температуре 770—790° С). Закаливают детали из стали ХВСГ от 860—880° С в масле или горячих средах и отпускают при 160—180° С {HRC 62—64). Сталь ХВСГ используют для круглых плашек, разверток, крупных протяжек и другого режущего инструмента.
Быстрорежущие стали применяют для изготовления разнообразного режущего инструмента, работающего при высоких скоростях резания, в тяжелых условиях. Качество резцов, сверл и других инструментов зависит от качества быстрорежущей стали, правильности изготовления инструмента и его правильной термической обработки. Быстрорежущие стали являются
высоколегиронянными сталями и обладают высокой теплостойкостью (красностойкостью), т. е. способностью сохранять высокую твердость в нагретом состоянии (до 600—650° С).
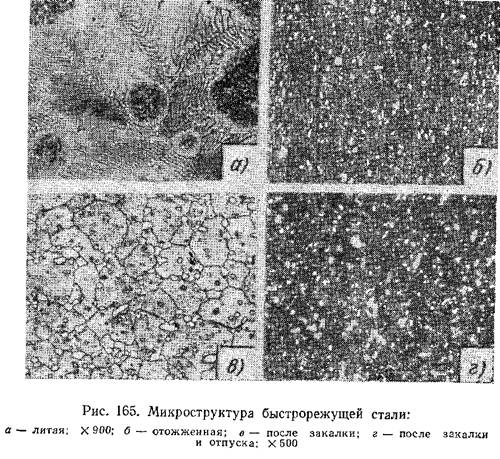
Быстрорежущая сталь принадлежит к ледебуритному классу. В литом состоянии структура быстрорежущей стали состоит из ледебуритной эвтектики и продуктов распада аустенита (рис. 165, а). В литой быстрорежущей стали имеются три типа карбидов: первичные (ледебуритная эвтектика), вторичные, выделившиеся при охлаждении из аустенита, и эвтектоидные, образовавшиеся в результате перлитного превращения. Для разрушения неблагоприятной формы карбидов (ледебуритной эвтектики) и устранения хрупкости литую быстрорежущую сталь подвергают горячей обработке давлением (прокатке, ковке).
Для снижения твердости, улучшения обрабатываемости и подготовки структуры к закалке быстрорежущую сталь после прокатки (ковки) подвергают отжигу. При изотермическом отжиге сталь нагревают до 830—850° С и после выдержки охлаждают (со скоростью 30—40° С/ч) до 720—750° С, выдерживают, охлаждают вместе с печью (со скоростью 40—50° С/ч) до 600—650° С, затем на воздухе. Твердость после отжига НВ 207--255. Микроструктура — сорбитообразный перлит и карбиды (рис. 165, б).
Для закалки быстрорежущую сталь нагревают до высоких температур, например, сталь Р18 до 1270—1300° С, сталь Р12 до 1225—1245° С, сталь Р9 до 1220—1240° С. Более высокую температуру назначают при закалке резцов, а более низкую — при закалке фасонного инструмента. Нагрев быстрорежущей стали до высоких температур необходим для возможно более полного растворения вторичных карбидов (первичные карбиды остаются вне раствора) и получения высоколегированного аустенита. Для предупреждения возникновения повышенных напряжений и возможного образования трещин при нагреве до температуры закалки инструмент подогревают до 800—850° С (в расплавленной соли), а инструмент сложной формы диаметром более 30 мм, кроме того, предварительно подогревают до 500—650° С.
Выдержка при высокой температуре незначительная, необходимая для прогрева инструмента и растворения той части карбидов, которая может быть переведена в раствор без значительного роста зерна (8—9 с на 1 мм диаметра или наименьшей толщины инструмента при нагреве в соли и 10—12 с на 1 мм при нагреве в печи).
Нагретый инструмент охлаждают: 1) в масле — инструмент простой формы, толщиной (диаметром) больше 20 мм; 2) по способу ступенчатой закалки в соляной ванне, имеющей температуру 400— 500° С, с последующим после выдержки охлаждением на воздухе (кроме очень крупных или тонких и длинных инструментов); 3) на воздухе (инструмент диаметром до 5 мм).
При охлаждении (закалке) быстрорежущей стали происходит распад аустенита с образованием высоколегированного мартенсита (что обеспечивает теплостойкость), содержащего 0,4—0,5% С (что обеспечивает необходимую твердость). Но аустенит распадается не весь, часть его (25—30%) сохраняется в виде остаточного аустенита. Поэтому структура быстрорежущей стали после закалки представляет собой мартенсит, карбиды и остаточный аустенит (рис. 165, е). Твердость после закалки HRC 62.
После закалки быстрорежущую сталь подвергают отпуску при 550—570° С. При отпуске из мартенсита выделяются мелкодисперсные карбиды ванадия и вольфрама (дисперсионное твердение мартенсита), остаточный аустенит превращается в мартенсит, в связи с чем твердость быстрорежущей стали получается более высокой (~HRC 64). Остаточный аустенит превращается в мартенсит не при нагреве и не во время выдержки, а во время охлаждения и не заканчивается полностью при однократном отпуске. Для более полного превращения остаточного аустенита в мартенсит проводят многократный (трехкратный) отпуск при 550—570° С (рис. 166, а) с выдержкой при каждом отпуске в течение 45—60 мин. Во избежание стабилизации остаточного аустенита отпуск необходимо проводить сразу после закалки.
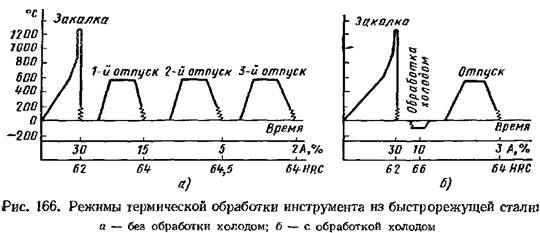
 располагается ниже 0° С, поэтому для устранения остаточного аусте-нита быстрорежущую сталь можно (сразу после закалки) обрабатывать холодом (при температуре минус 75—80° С). В этом случае вместо трехкратного отпуска дается однократный отпуск (рис. 166, б). Микроструктура закаленной и отпущенной быстрорежущей стали состоит из мартенсита и карбидов (см. рис. 165, г). располагается ниже 0° С, поэтому для устранения остаточного аусте-нита быстрорежущую сталь можно (сразу после закалки) обрабатывать холодом (при температуре минус 75—80° С). В этом случае вместо трехкратного отпуска дается однократный отпуск (рис. 166, б). Микроструктура закаленной и отпущенной быстрорежущей стали состоит из мартенсита и карбидов (см. рис. 165, г).
Иногда после закалки быстрорежущая сталь получается хрупкой с грубым зернистым изломом, называемым нафталинистым. Причины образования нафталинистого излома — слишком высокая температура (выше 1050—1100 С) конца горячей обработки с небольшой степенью деформации при последнем обжатии или повторная закалка без промежуточного отжига. Устранить возникший нафталинистый излом трудно, и следы крупнозернистости полностью не устраняются даже после двух- и трехкратного отжига.
|

