Технология термической обработки металловКлапаны двигателей внутреннего сгорания
Клапаны имеют грибовидную форму. Обычно их штампуют, в результате чего волокна располагаются соответственно конфигурации клапана. По условиям работы на двигателе клапаны разделяют на выпускные и впускные.
Условия работы головки и стержня выпускного клапана различны. Головка клапана в процессе работы сильно нагревается (до 600° С и выше), стержень изнашивается, а конец стержня изнашивается и сминается. Поэтому материал выпускного клапана должен сохранять свои механические свойства при высоких температурах (обладать жаропрочностью), не подвергаться местной закалке при остывании, не давать остаточных деформаций,
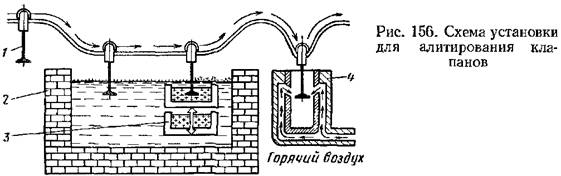
не подвергаться коррозии при высоких температурах, обладать высоким сопротивлением износу и смятию. Указанным требованиям удовлетворяют окалиностойкие и жаропрочные стали 40Х9С2 и 40Х10С2М, из которых в основном и изготовляют выпускные клапаны.
 950° С. 950° С.
 , Нагрев конца стержня клапана для закалки проводится с помощью т. в. ч. или в установке для концевого нагрева в электролите. , Нагрев конца стержня клапана для закалки проводится с помощью т. в. ч. или в установке для концевого нагрева в электролите.
 . В связи с тем, что условия работы головки и стержня клапана различны, а стержень в процессе работы не нагревается, для экономии жаропрочной стали клапаны иногда изготовляют сварными: головка из жаропрочной стали, а стержень из менее легированной стали (обычно из стали, применяемой для впускных клапанов). . В связи с тем, что условия работы головки и стержня клапана различны, а стержень в процессе работы не нагревается, для экономии жаропрочной стали клапаны иногда изготовляют сварными: головка из жаропрочной стали, а стержень из менее легированной стали (обычно из стали, применяемой для впускных клапанов).
Впускные клапаны изготовляют в основном из сталей 40Х и 40ХН Клапаны из стали 40Х закаливают в масле от 850— 870° С и отпускают при 600—630° С (HRC 30—36). Затем закаливают конец стержня клапана от 820° С с охлаждением в масле (НRC 40—45).
Термическую обработку впускных клапанов можно проводить с использованием тепла после штамповки. При таком способе осуществляют: 1) непосредственную закалку в масле после штамповки с предварительным подстуживанием до 800—850° С или без подстуживания и отпуск при 600—630° С; 2) изотермическую закалку по режиму: штамповка поковок, перенос их в изотермическую среду (щелочь или селитру) с температурой 390—500° С, выдержка 15 мин, охлаждение в воде, промывка в растворе хромпика и окончательная промывка в проточной воде. Наиболее целесообразным является первый вариант как более простой.
|

