Технология термической обработки металловПоковки
Поковки изготовляют из углеродистых и легированных сталей. Для получения заданных свойств поковки подвергают различным видам термической обработки: отжигу, нормализации с высоким отпуском, закалке с отпуском, а также применяют регулируемое охлаждение после ковки или штамповки. Термическую обработку поковок подразделяют на предварительную — для снижения твердости, улучшения структуры, устранения внутренних напряжений и предупреждения флокенообразования и окончательную — для получения требуемых свойств.
Поковки имеют более мелкую структуру и более однородны по химическому составу, чем отливки. Одним из дефектов поковок являются флокены. Если поковки небольшие, то при замедленном охлаждении от 200° С до 20° С водород успевает выйти в атмосферу и флокены не образуются. При ускоренном охлаждении, особенно крупных поковок, водород остается в металле и вызывает образование трещин в виде флокенов.
В легированных сталях период образования флокенов совпадает с мартенситным превращением, что способствует увеличению внутренних напряжений. Менее чувствительны к флокенам легированные стали, в которых при нагреве и охлаждении не протекают фазовые превращения (ферритного и аустенитного классов) или в структуре которых образуются специальные карбиды (например, быстрорежущие стали).
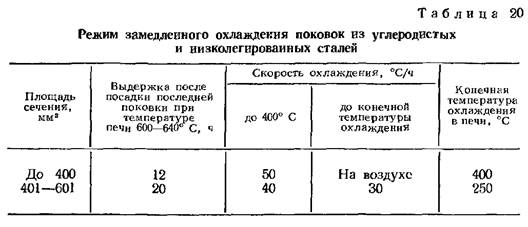
В поковках, полученных из проката, флокены не образуются (сортовой прокат охлаждают замедленно), поэтому их, как правило, охлаждают на воздухе. Крупные поковки флокеночувстви-тельных легированных сталей, полученные из слитков, следует охлаждать после ковки по специальным тепловым режимам, которые обеспечивают перераспределение или удаление водорода. Например, поковки с площадью сечения 100—150 мм2 из сталей 40Х, 50ХН, 38ХГН медленно охлаждают в закрытых колодцах. Для поковок сечением от 300 мм и более режим специального охлаждения назначают с учетом химического состава и размеров поковок. Режим замедленного охлаждения поковок из углеродистых и низколегированных сталей приведен в табл. 20.
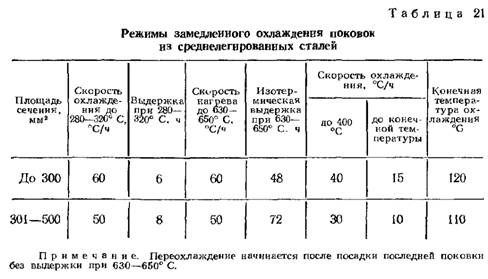
Аустенит среднелегированных сталей (34ХНЗМ, 20Х2Н4А и др.) обладает большой устойчивостью, поэтому поковки сначала охлаждают до температур разложения аустенита 280—300° С (скорость диффузии водорода в феррите выше), а затем дают изотермическую выдержку при 600—650° С для удаления водорода (табл. 21).
Следовательно, для каждой группы поковок должны разрабатываться конкретные режимы регулируемого после ковки
охлаждения для предупреждения флокенообразования, устранения внутренних напряжений и улучшения обрабатываемости резанием.
 с последующим высоким отпуском (экономичнее отжига) для легированных сталей, без отпуска — для углеродистых сталей. Можно проводить предварительную термическую обработку с использованием тепла нагрева под ковку в тех случаях, когда поковки далее подвергают окончательной термической обработке, при которой измельчается структура. В качестве окончательной термической обработки поковок с последующим высоким отпуском (экономичнее отжига) для легированных сталей, без отпуска — для углеродистых сталей. Можно проводить предварительную термическую обработку с использованием тепла нагрева под ковку в тех случаях, когда поковки далее подвергают окончательной термической обработке, при которой измельчается структура. В качестве окончательной термической обработки поковок
применяют нормализацию с высоким отпуском или закалку в масле с высоким отпуском, которые проводят после обработки на металлорежущих станках или непосредственно после ковки и штамповки.
|
