Технология переработки нефти и газа. Часть 1Фтористоводородное алкилирование
Преимущества фтористоводородного алкилирования по сравнений с сернокислотным:
легкая регенерируемость катализатора, обеспечивающая меньший его расход (в 100 с лишним раз);
возможность применения простых реакторных устройств без движущихся и трущихся частей, обусловленная повышенной взаимной растворимостью изо-бутана и HF;
возможность применения более высоких температур в реакторе с обычным водяным охлаждением, обусловленная меньшим влиянием температуры на протекание вторичных реакций и снижение качества алкилата;
небольшая металлоемкость узла алкилирования (необходимый удельный объем реактора составляет 0,0059-0,0107 объема на 1 объем алкилата в сутки, что примерно в 10-15 раз меньше, чем у сернокислотного контактора, и в 25- 35 раз меньше, чем у каскадного реактора.
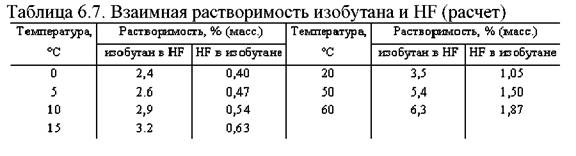
Для области температур 0-60°С взаимные растворимости изобутана и HF при-ведены в табл. 6.7.
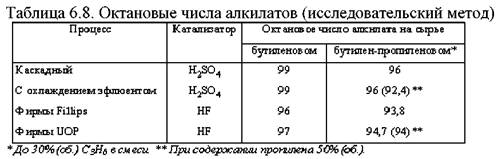
Значительным преимуществом фтористоводородного процесса является лучшее качество алкилата на пропиленовом и обогащенном пропиленом сырье (табл. 10) без значительного увеличения расхода катализатора (см. табл. 6.8).
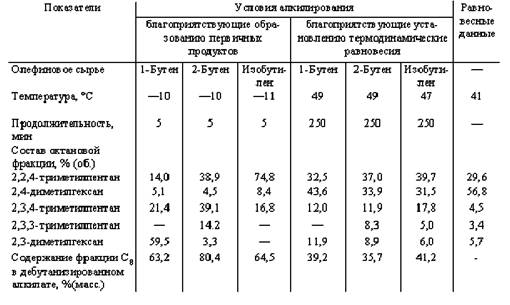
Влияние продолжительности контактирования до 30 мин практически не ска-зывается (при температуре до 10 °С) на составе и качестве алкилата, тогда как при повышенных длительности контактирования и температуре состав алкила-та приближается к термодинамически равновесному (табл. 6.9).
Таблица 6.9 Результаты фтористоводородного алкилирования изобутана буте-нами в различных условиях
Влияние параметров имеет примерно такой же характер, как и в сернокислот-ном процессе. Фактор перемешивания играет значительно меньшую роль; объ-емное соотношение катализатор/углеводороды поддерживают на уровне 1:1. Рост соотношения изобутан/олефины способствует увеличению выхода алкила-та и улучшению его октановых характеристик.
|
