Паровые турбины. Часть 1Профилирование решеток
Профилирование решеток ступени начинают с рабочей лопатки, так как условия ее надежности могут изменить выбранные законы закрутки, теплоперепад ступени или высоты. Обычно для профилирования использую! отработанные прототипы лопаток и ранее исследованные профили. Однако часто, особенно для последних ступеней мощных паровых турбин, приходится лопатку профилировать заново.
 ; для последних ступеней очень ; для последних ступеней очень
 и даже до 7К = 0,2. Чем меньше 1Ж при данном значении и даже до 7К = 0,2. Чем меньше 1Ж при данном значении
6Ж, тем больше потери в корневой зоне, но в то же время облегчается проектирование периферийной зоны рабочих лопаток.
В периферийных сечениях рабочих решеток желательно выполнение условия
 э выполняется предварительное э выполняется предварительное
 а также величина а также величина

С другой стороны, если лопатки изготавливаются заодно с бандажом, как это сегодня делается на турбинах ЛМЗ и ХТЗ, то часть лопатки под бандажной полкой выполняется утолщенной с увеличенной выходной кромкой.
 позволяют позволяют
 и частоты собственных колебаний псо6. и частоты собственных колебаний псо6.
Без этой оценки профилирование лопатки, особенно в ступенях низкою давления мощных паровых турбин, не имеет смысла.
Поскольку в ступенях с .длинными лопатками .наибольшие изгибающие напряжения могут оказаться не в корневом, а в других сечениях, следует подсчитать эти напряжения по всей высоте лопатки, используя для этого формулы
Подробно вибрационные и прочностные расчеты лопаток рассматриваются в [21, 26].
После предварительной опенки надежности производится профилирование всей лопатки по высоте; при этом для всех сечений определяются напряжения растяжения, изгиба и суммарные, вычисляются высшие частоты колебаний как изгибных, так и крутильных.
Профилирование по высоте выполняется с контролем линии центров тяжести сечеиий лопаток. Отклонение этой линии от радиальной учитывается при прочностных расчетах. Так же рассчитывается разворот периферийном части необандаженной лопатки при вращении. Определяются напряжения
в бандаже и хвостовике лопатки. Профилирование должно учитывать принятую технологию из1 отовления лопаток.
 В этих сечениях В этих сечениях
обтекание решеток, особенно при больших скоростях М№|. происходит со значительными потерями энергии, основную долю которых составляют концевые потери.

На рис. 3.23, б показаны двояковыпуклый профиль и результаты его испытаний. Одним из преимуществ такого профиля является также возможность относительно просто менять положение центра тяжести, что облегчает профилирование по высоте всей лопатки.

при которых велика протяженность косою среза и не всегда удастся обеспечить конфузорный участок канала из-за большого шага 7 и малой площади сечения. Профилирование периферийных сечений может идти разными путями.
В решетках с расширяющимися каналами обтекание при расчетной сверхзвуковой скорости М2,^>1 происходит с небольшими потерями энергии. Однако решетки с расширяющимися каналами, как было показано в § 2.5, очень чувствительны к уменьшению числа М. Для последних ступеней паровых турбин (см. § 7.4) такое уменьшение типично при работе турбин с пониженной нагрузкой или при ухудшении вакуума. Эти решетки также существенно меняют аэродинамические характеристики при изменениях / и ру при установке лопаток на диске.
 (рис. 3.23, ). (рис. 3.23, ).
 и малочувствительны и малочувствительны
к изменению формы капала (см. ^ 2.5).
На рис. 3.23 показаны форма профиля для периферийных сечений и результаты исследования таких решеток. В § 4.6 показано несколько лопаток-ступеней большой веерности. в том числе последних ступеней мощных турбин, с изменением профиля по высоте.
Для профилирования сопловой решетки с минимальными потерями энергии необходимо, чтобы шаг / был оптимальным по всей высоте и, таким образом, мало менялся по радиусу. Следовательно, хорДА профиля должна увеличиваться от корня к периферии. Поскольку числа М /меняются по высоте, причем обычно верхняя зона обтекается дозвуковым. 4 Нижняя
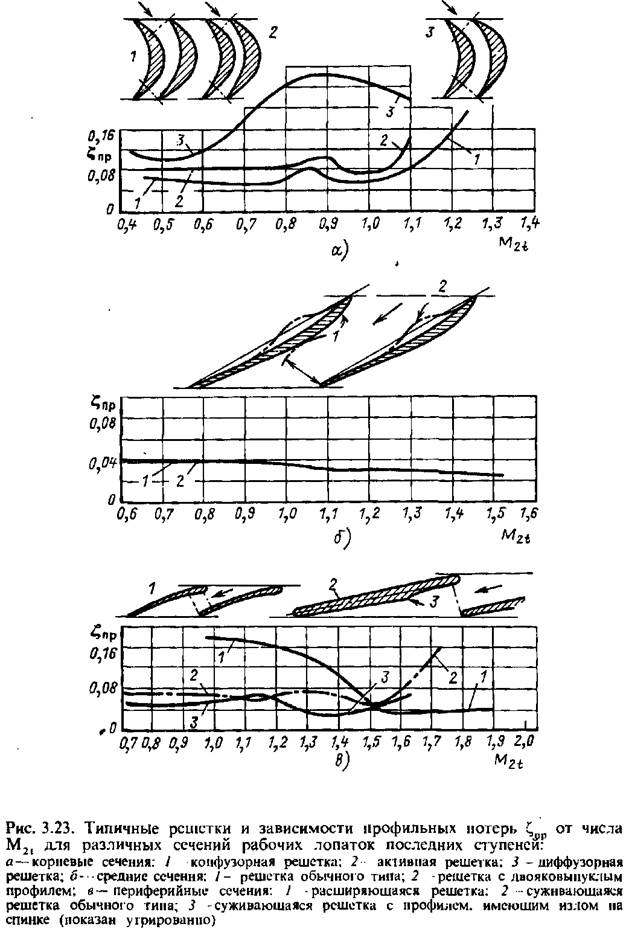
в ступенях с большим тенлоперспалом сверхзвуковым потоком, форма профиля такой решетки также должна меняться по радиусу. В периферийной зоне применяется типичный дозвуковой профиль с выпуклой спинкой в косом срезе, в средней части -околознуковой со спрямленной спинкой, в нижней — или расширяющийся капал, или профиль с изломом.
 , ,
когда коэффициент потери энергии по сравнению с решетками, имеющими цилиндический обвод, в связи с перестройкой потока возрастает не только в периферийной зоне, а практически по всей высоте. Корневой обвод обычно выполняется или цилиндрическим, или с небольшим наклоном к оси, т. е. с уменьшением корневого диаметра по потоку пара.
 проводилось с рядом упрощений, вызванных, в частности, отсутствием данных по профилям и тем самым невозможностью построить меридиональные линии тока. В результате более полного расчета уточняются характеристики ступени и, если необходимо, проводится вторичное профилирование. проводилось с рядом упрощений, вызванных, в частности, отсутствием данных по профилям и тем самым невозможностью построить меридиональные линии тока. В результате более полного расчета уточняются характеристики ступени и, если необходимо, проводится вторичное профилирование.
Далее выполняются соответствующая разработка технологии изготовления и, как правило, проверка вибрационных характеристик рабочей лопатки во вращении. Для ступеней, существенно отличающихся от ранее исследованных, желательно провести полные аэродинамические и вибрационные испытания в экспериментальной турбине или на специальном стенде.
В настоящее время имеются программы для расчета на ЭВМ квазипространственного потока в ступени, в том числе с учетом влияния предшествующих и последующих ступеней, автоматизированного профилирования лопатки по высоте, детального расчета прочностных и вибрационных характеристик. Учитывая все стороны проектирования последних, наиболее сложных ступеней, а также хвостовика лопаток, диска или ротора, на котором располагаются рабочие лопатки, и диафрагмы, в которой устанавливаются сопловые лопатки, можно провести полностью или в режиме диалога автоматизированное проектирование ступени и ее элементов, завершающееся созданием программы для изготовления этих элементов на специализированном оборудовании. Применительно к учебным целям имеются упрощенные программы для расчета изменения параметров потока и определения основных характеристик надежности лопаток.
|
