Обмотока машин постоянного и переменного токаУкладка стержневых секций
Укладка секций при отсутствии уравнителей
После того как обмоткодержатели обеих сторон будут изолированы, приступают к установке изоляции паза якоря. Изоляция здесь зависит от условий, в каких будет работать машина. Например, пазовую изоляцию ставят из электрокартона, пропитанного лаком, или гибкого миканита. Непропитанный электрокартон редко употребляется вследствие его гигроскопичности.
В качестве примера рассмотрим укладку волновой обмотки, схема которой дана на рис. 11-20, а выполнение пазовой изоляции — на рис. 11-21. Заложив приготовленную заранее пазовую изоляцию в пазы якоря, отмечают зубцовый и коллекторный шаги таким же образом, как и при вкладке многовитковой секции. На схеме (рис. 11-20) зубцовый шаг равен 16, а коллекторный шаг равен 32.
Приступая к укладке обмотки в пазы, конец нижней стороны секции сперва продевают в ушко, соответствующее 33-й коллекторной пластине, а пазовую часть нижней стороны опускают на дно 17-го паза постукиванием ручника по деревянному или фибровому клину. Длину клина желательно иметь равной длине пазовой изоляции, чтобы как секция, так и изоляция паза осаживались по всей длине равномерно. Концы первой секции для проверки шага по коллектору помечаются. Когда нижняя сторона секции уложена в паз, верхняя сторона остается временно невложенной и как бы висит в воздухе. Таким же способом помещаются все остальные секции: вначале нижний конец секции вкладывается в ушко коллекторной пластины, а нижняя пазовая часть — в паз; верхняя часть секции остается невложенной в пазы. Между лобовыми частями секции с обеих сторон, так же как и в предыдущем случае, ставится междуслойная изоляция из электрокартона или миканита. Перед укладкой верхних сторон секций помещают в паз электрокартонную или миканитовую прокладку. Длина прокладки

должна быть больше прямой части секции на 5 мм. Конец верхней стороны первой секции вставляется в ушко первой помеченной коллекторной пластины, и в 1-й помеченный паз укладывается ее пазовая часть.
После закладки всех секций пазовую часть обмотки осаживают при помощи деревянного или фибрового клина. Выступающую поверх паза изоляцию обрезают до надлежащего размера и концы ее загибают друг на друга вперекрой, как указано на рис, 11-21.
Для укрепления секций в пазы забиваются гетинаксовые или буковые, а для особо ответственных машин стеклотекстолитовые клинья Они должны плотно сидеть в пазу и своей нижней плоскостью плотно прижимать пазовую часть обмотки. Верхняя часть клина не должна выступать за пределы стали паза; выступающие клинья опиливаются. Чтобы при забивке клиньев не повредить изоляции паза, концы клиньев закругляют.
После забивки клиньев производят оправку, осадку и рихтовку лобовых частей обмотки при помощи деревянного клина, металлической лопатки и ручника. В лобовых частях между отдельными стержнями ставятся дистанционные прокладки из электрокартона, пропитанные в масле. Дистанционные прокладки обычно устанавливаются там, где будет поставлен бандаж. Если вылет обмотки более 120 мм, то ставят две прокладки. Этим достигается одинаковое расстояние лобовых частей секций друг от друга, а также плотность в лобовой части обмотки и исключается опасность соединения витков соседних секций. Кроме того, благодаря дистанционным прокладкам между сторонами секций образуется свободное пространство, куда легко проникает воздух, охлаждающий обмотку.
Во время осадки лобовых частей на них ставят для обжима временные бандажи (2—3 оборота стальной мягкой проволоки, под которую подкладывают электрокартон, чтобы не повредить изоляцию). Бандаж во время осадки лобовых частей все время подтягивается путем скручивания плоскогубцами концов проволоки.
После осадки и оправки лобовых частей обеих сторон на стороне коллектора в ушки между вложенными верхними и нижними концами секций вбивают медные залуженные клинышки, равные ширине ушка. Они служат для заполнения ушка и способствуют лучшей запайке. Между отдельными ушками вбивают временные конусные деревянные клинья для лучшего обжатия ушек, а также для их выправки. После забивки клиньев якорь поступает на обрезку концов стержней, выходящих из петушков.
Укладка полусекций при наличии вилкообразных уравнителей

При укладке обмотки в пазы сначала укладываются уравнительные соединения на задней стороне якоря. На изолированный обмоткодержатель накладывается заранее заготовленная для головок уравнительных соединений гетинаксовая гребенка, состоящая из двух половин и имеющая число впадин, равное числу головок соединения. В эти впадины укладываются голозки уравнительных соединений, как указано на рис. 11-22. На концах уложенного первого уравнителя делается отметка (откусыванием острогубцами его углов).
При укладке уравнительных соединений поверх уложенных трех-четырех уравнителей наматывают два оборота хлопчатобумажной ленты, а остальные уравнители укладывают подсовыванием их под ленту, которая их и удерживает. Между верхним и нижним стержнями уравнителей ставится электрокартонная прокладка толщиной от 1 до 5 мм, по ширине равная расстоянию от края бакелитовой гребенки до начала загиба лобовой части.
На рис. 11-23 дана в виде примера схема петлевой обмотки с вилкообразными уравнителями. Зубцовый шаг равен 16.
Концы уложенных уравнителей связываются лентой или вязальной проволокой по шагу, согласно схеме соединения уравнителей. После выполнения временного соединения всех уравнителей поверх них ставят два временных бандажа, каждый из двух оборотов мягкой стальной проволоки. Один бандаж — посредине, второй — у места загиба концов, после чего уравнители выравнивают подбиванием одного стержня к другому, выдерживая размер вылета. После этого якорь с наложенными уравнителями передается на бандажировочный станок (установку бандажей см. ниже)

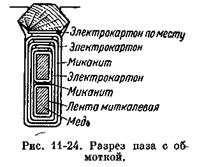
Затем якорь снова поступает к обмотчику, который накладывает поверх бандажа изоляцию. Изоляция состоит из гибкого миканита толщиной по 1,5 мм и шириной, на 10 мм превышающей ширину бандажа на уравнителях. Наложенный миканит состоит из двух слоев вперекрой. Сверху миканитовая изоляция скрепляется хлопчатобумажной лентой и заутюживается горячим утюгом. Когда изоляция на уравнителях поверх бандажа готова, хлопчатобумажную ленту снимают и в пазы вставляют изоляцию, состоящую из электрокартона или миканита, как указано на рис. 11-24. После этого приступают к вкладке в пазы полусекций.
Дальнейшие операции по вкладке по существу ничем не отличаются от вкладки волновой обмотки, рассмотренной нами выше. Исключение представляет только соединение между собой верхних и нижних полусекций.
Соединение полусекций со стороны коллектора производится петушками, а с передней стороны — при помощи хомутиков (рис. 11-25). Хомутики рис. 11-25, в иг ставятся там, где к секциямстержням присоединяются уравнители, а хомутики рис. 11-25, а и б для соединения полусекций в тех местах обмотки, где уравнителей нет.
Как видно из схемы рис. 11-23, первый хомутик следует надеть на два отмеченных конца верхней и нижней полусекций, т. е. на нижний конец полусекции, лежащей в 17-м пазу, и на верхний конец полусекции, лежащей в 1-м пазу. В этот хомутик дрлжны также войти два конца уравнительных соединений, отмеченных ранее.
Хомутики типа рис. 11-25, в, как видно из схемы, ставятся через каждые два обыкновенных хомутика типа рис. 11-25,6.

Вставленные в хомутики концы полусекций обжимаются плоскогубцами вместе с хомутиками. После установки хомутиков лобовая часть рихтуется, оправляется, ставятся дистанционные прокладки. Обмотка в лобовой части со стороны уравнителей плотно поджимается временными бандажами.
Затем в хомутики забивают медные луженые клинья и с помощью рейсмуса проверяют положение хомутиков, т. е. их расстояние от стали, а тем самым вылет лобовой части. Забив все клинья в хомутики с предварительной обрезкой концов, между хомутиками забивают деревянные конусные клинья, затем производят окончательную оправку и выравнивание по рейсмусу лобовых частей.
После окончательной рихтовки обмотка якоря проверяется на корпус (см. ниже) и поступает на запайку хомутиков и петущков.
Укладка полусекций с уравнителями в виде колец
Для примера рассмотрим укладку волновой обмотки, схема которой дана на рис. 11-26. Обмотка состоит из полушаблонов, включающих каждый две полусекции, изолированные в пазовой части, как указано на рис. 11-27, а в лобовой части — одной хлопчатобумажной лентой. Шаг по стали равен 16, а по коллектору — 66. Обмотка имеет уравнительные кольца. Разметку зуб-цового и коллекторного шагов делают, как было указано выше. После разметки приступают к укладке уравнительных соединений.
Обмотка рассматриваемого якоря имеет 12 уравнительных кабелей. Кабель для этой цели обычно берется марки ПРГ (провод резиновый гибкий). Один конец кабеля соединяют на стороне коллектора с коллекторным петушком (так называемой точкой Д), а второй конец — с уравнительным кольцом, находящимся на стороне, противоположной коллектору.

Кабели проходят от коллектора на противоположную сторону по четырем стальным трубкам, расположенным внутри втулки якоря. Через каждую трубку идет по три уравнительных кабеля, на концах которых привешиваются ярлыки с обозначением номера уравнительного кабеля и номера соединяемых секций.


Уложив в пазы коробочки из пропитанного заранее электрокартона толщиной 0,20 мм, приступают к вкладке в пазы полусекций,

осстоящих из двух стержней, изолированных в пазовой части микафолием. Укладка начинается, согласно схеме (рис. 11-26) с 17-го паза и производится так же, как было указано выше.
После укладки обмотки на задней стороне производится соединение полусекций в секции соединительными хомутиками. Задний конец 1-й верхней полусекции соединяется с концом 34-й нижней полусекции. Правильность этого соединения должна быть тщательно проверена. На оба конца надевается хомутик (рис. 11-25, г), имеющий внизу отверстие для вывода от уравнительного кольца.
Соединение остальных полусекций производится нормальными хомутиками (рис. 11-25, а).
Соединив все полусекции хомутиками, рихтуют лобовые части и устанавливают дистанционные прокладки. Все хомутики обжимают плоскогубцами, после чего между хомутиками ставят деревянные конусные клинья и концы обмотки рихтуют по рейсмусу.
На рис. 11-28 показаны поставленные между ушками 1 петушков деревянные клинья 2. В ушки между концами верхней и нижней секций забиваются луженые медные клинья. После забивки медных клиньев деревянные клинья забивают более плотно и приступают к загибу концов ушек с помощью тупого бородка и ручника.
На рис. 11-29 изображен закрытый петушок. Здесь же виден медный клин 1, забитый между концами нижнего и верхнего стержней. Во время закрытия ушек деревянные клинья между ними могут ослабнуть, поэтому их следует подколачивать до плотного оседания.
После загиба всех ушек коллекторных пластин и их рихтовки на задней стороне устанавливают заранее заготовленные уравнительные кольца, которые вставляют в определенные места на обмоткодержателе задней стороны, и производят соединение выводов колец с кабелями и хомутиками, указанными выше, согласно схеме уравнительных колец. После этого якорь поступает на испытание обмотки на корпус и далее на запайку и бандажировку
Укладка стержневых полусекций в пазы до посадки коллектора на вал

В данном случае коллектор насаживается после укладки обмотки, что способствует их лучшему соединению. При этом обмотка соединяется с коллектором при помощи хомутиков с хвостиками (рис. 11-30). Процесс укладки стержней такой же, как был описан ранее.
После укладки обмотки и запайки хомутиков с задней стороны производят посадку коллектора на вал якоря, затем в шлицы последнего вставляются хвостики от хомутиков. При вкладке в шлиц хвостик хомутика выправляется плоскогубцами и посредством тупой стальной лопатки забивается на дно шлица. Каждый хвостик должен утопать в шлице на 1—2 мм.
После забивки хвостиков в шлицы все хомутики выправляются и якорь поступает на запайку концов хвостиков и на бандажировку*
|
