Обмотока машин постоянного и переменного токаУкладка всыпной обмотки (мелких машин)
Перед укладкой всыпной обмотки необходимо изолировать: 1) лобовую часть стали якоря; 2) пазы и 3) вал. Изоляция пазов и вала выполняется так же, как и для ручной обмотки, рассмотренной выше.

Для примера рассмотрим процесс вкладки в пазы якоря обмотки со следующими данными:
обмотка петлевая;
шаблон состоит из трех секций;
проводник круглый, марки ПЭШО (провод эмалированный с шелковой одинарной изоляцией);
число пазов 14;
число сторон секций в пазу 6;
число секций в якоре 42;
число витков в секции 22;
шаг по стали 7 (из 1-го в 8-й паз);
шаг по коллектору 1 (1—2);
число коллекторных пластин 42;
число проводников в пазу 132.
Сначала укладываются первые семь шаблонов правыми нижними сторонами соответственно в 8-й, 9-й, 10-й, 11-й, 12-й, 13-й и 14-й пазы (счет пазов производится по часовой стрелке со стороны коллектора); левые стороны этих шаблонов временно не вкладываются в пазы якоря. Стороны укладываемых шаблонов опускаются в пазы секционно. Каждая секция шаблона обжимается в пазу фибровым клином для лучшего его заполнения.
Далее, в 1-й паз укладываются нижние секции 8-го шаблона, т. е. его правая сторона, а верх (левая сторона) вкладывается в 8-й паз, где лежит уже нижняя сторона 1-го шаблона. Перед укладкой верхних сторон шаблонов на нижние стороны накладывают электрокартонную прокладку для предупреждения возможного виткового соединения. 9-й шаблон укладывается правой стороной на низ 2-го паза, а верх его — в 9-й паз на нижнюю сторону 2-го шаблона. Затем также укладываются остальные шаблоны в соответствующие по шагу пазы, после чего опускаются верхние стороны не полностью уложенных шаблонов в 1-й, 2-й, 3-й, 4-й, 5-й, 6-й и 7-й пазы якоря.
После укладки обмотки обрезают излишки проходных коробочек, а стороны их загибаются в пазу вперекрой. Сверх загнутых

коробочек ставят фибровый клин, как это показано на рис. 11-7.
Лобовую часть обмотки укрепляют со стороны, противоположной коллектору, для чего под изоляционную трубку во время насадки ее на вал подкладывают конец батиста и закрепляют его наложением веревочного бандажа. На рис. 11-8 изображен изолированный якорь с батистовым чехлом. Пунктиром показано, как будет загибаться батист на лобовую часть обмотки.
По другому методу крепление лобовой части обмотки производится путем связывания лобовых частей шпагатом или полотняной лентой. Лента укрепляется на валу до намотки, а после намотки ее концами стягивают последние катушки, которые укрепляются шпагатом, как показано на рис. 11-9.
Якори более крупных машин с всыпной обмоткой вкладываются аналогично, а вместо фибровых клиньев устанавливаются деревянные.
Укладка якорных шаблонных обмоток
Подготовка якоря к обмотке
Предназначенный к обмотке якорь укладывается на две подставки таким образом, чтобы вал концами опирался на них. При таком положении якоря удобно производить все намоточные операции, так как он легко поворачивается. Уложив якорь на подставки, производят подготовительные работы, которые состоят из проверки стали якоря и коллектора.
Сталь якоря тщательно очищается при помощи металлической щетки или продувкой струей сжатого воздуха от посторонних тел, которые могут остаться на якоре при механической обработке, пропиловке и рихтовке в сталесборочном цехе или при транспортировке из механических цехов в обмоточные.
Якорь внимательно осматривают, чтобы определить, нет ли в пазах острых краев стали, кромок, заусенцев и т. д., так как наличие их опасно для обмотки; изоляция ее может быть повреждена при вкладке. Обнаружив указанные дефекты, их тут же устраняют. Затем пазы якоря окрашивают (кистью или пульверизатором) быстросохнущим лаком.

Убедившись в отсутствии повреждений, коллектор до вкладки" секций в пазы подвергают электрическому испытанию. При этом проверяют, нет ли соединений между пластинами и определяют состояние изоляции между пластинами и корпусом. Первое испытание производится переменным или постоянным током напряжением 110—220 в. Схема испытания представлена на рис 11-10. Концами 1—1 касаются двух лежащих рядом пластин, причем контрольная лампочка 2 не должна загораться. Загорание лампочки будет указывать на соединение между проверяемыми пластинами. Обычно место соединения легко отыскивается, и повреждение устраняется.
Испытание на корпус производится от специального испытательного трансформатора, дающего возможность получить любое высокое напряжение, необходимое для испытания. Величина испытательного напряжения берется в зависимости от рабочего напряжения якоря. Схема испытания и нормы для испытания приведены в гл. 15.
После осмотра якоря, окраски его пазов и испытания коллектора производится изолировка обмоткодержателей якоря.
Изолировка обмоткодержателей
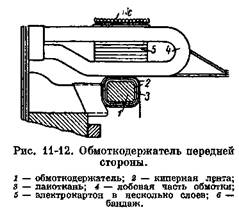
Конструктивное выполнение обмоткодержателей различно. Большинство якорей имеет одинаковую форму обмоткодержателей, но встречаются якори, имеющие различные формы обмоткодержателей на каждой из сторон. Это различие видно из сравнения рис. 11-11 и 11-12.
Изолировка каждого обмоткодержателя различна. Наружная поверхность обмоткодержателя задней стороны якоря (обод) окрашивается лаком. После окраски на нее по всей окружности накладывается полоса хлопчатобумажной ткани шириной, немного больше, чем тройная ширина обмоткодержателя. Она накладывается так, чтобы с обеих сторон обмоткодержателя свисала одинаковой ширины полоса ткани. Полоса эта укрепляется шпагатом, который затягивается посредине в выточке обмоткодержателя, как это видно на рис. 11-11. Часть ткани, лежащая на ободе, промазывается лаком.
Поверх шпагата и ткани накладываются заранее заготовленные полосы картона или гибкого миканита шириной более ширины обмоткодержателя приблизительно на 10—15 мм. Первый наложенный ряд картона или миканита промазывается лаком, на него накладывается вторая полоса картона или миканита и т. д. Общая высота всей наложенной изоляции (картона или миканита) рассчитывается так, чтобы после укладки всех секций в пазы якоря
и наложения бандажа диаметр лобовой части якоря не выходил за пределы диаметра стали якоря. Для этого необходимо произвести предварительный подсчет общей высоты, состоящей из толщины изоляции обмоткодержателя, высоты лобовой части обмотки,

толщины изоляции под бандаж и толщины всех слоев проволоки бандажа.
Наложенная изоляция промазывается сверху и с боков лаком, после чего ткань, предварительно подрезанная по ширине в 6—8 местах с обеих сторон для лучшей укладки на обмоткодержатель, загибается на изоляцию и тщательно выравнивается, чтобы на ней
по всей окружности не было пузырей и крупных морщин. Этим заканчивается изолировка обмоткодержа-теля задней стороны.
Обмоткодержатель передней стороны якоря представляет собой кольцо, укрепленное на ребрах (рис. 11-12). Для изолировки такого обмоткодержателя кольцо по всей окружности смазывается лаком и обертывается четырьмя-пятью слоями киперной или миткалевой ленты толщиной 0,25—0,30 мм. Поверх ленты наматывается лакоткань толщиной 0,20—0,30 мм, в один слой вполнахлестки. Общая толщина изоляции подбирается из того же расчета, что и для обмоткодержателя задней стороны якоря.
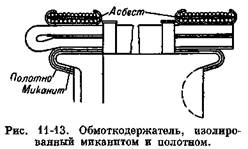
Некоторые обмоткодержатели целиком прилегают одной стороной к стали якоря. Обмоткодержатели этого типа якоря, как видно из рис. 11-13, имеют одинаковую конструкцию как с задней, так и с передней стороны. Наружные края обода обмоткодержателж закруглены. Вследствие одинаковой конструкции изолировка обоих обмоткодержателей одинакова.
У части якорей машин постоянного тока общепромышленного исполнения, а также поставляемых на экспорт в страны с умеренным и тропическим климатом обмоткодержатели имеют сегментную стеклотекстолитовую изоляцию, указанную на рис. 11-14.
Как видно из рисунка, сегментная изоляция состоит из двух слоев сегментов, спрессованных из стеклянной ткани марки 9

толщиной 0,1 мм, пропитанной в эпоксидно-резольном лак& ЭР1-30.
Сегменты наружного слоя должны устанавливаться на сегменты внутреннего слоя с перекроем наполовину. Между слоями сегментов прокладывается два слоя стеклянной ткани толщиной 0,1 мм. Каждый ряд сегментов располагается встык, предварительно сегменты промазываются лаком ЭР1-30 и просушиваются на воздухе не менее 30 мин. Сегменты должны плотно прилегать к обмоткодержателю. При изоляции класса Г промежуточный слой стеклянной ткани пропитывается или промазывается лаком ЭР1-ЗФ с подсушкой на воздухе не менее 30 мин. Для большей плотности сегменты можно прибандажировать стеклянной лентой, пропитанной также в лаке ЭР1-30. Якорь с изолированными обмоткодержателями прдвергается сушке в печи при температура 120-130°С в течение 8 ч.
|
