Обмотока машин постоянного и переменного токаИзолировка роторных стержней
Изолировка стержней на напряжения до 600 в
Роторные стержни перед укладкой в пазы должны иметь готовую изоляцию, обычно опрессованную пазовую часть и изолированные хлопчатобумажной или другой лентой лобовые части. Стержни в зависимости от напряжения на контактных кольцах ротора изолируются различными материалами.
Наложенная на пазовую часть стержня изоляция подвергается выпечке двумя способами:
1) способом опрессовки в горячем прессе (ручном или гидравлическом) при температуре плит 120—130° С;

2) более совершенным спосо бом - обкатки в обкаточном станке при температуре 200—230° С с по следующей запрессовкой в холод ном пневматическом прессе с водя ным охлаждением плит.
Изоляция роторных стержней для напряжений до 300 в показана на рис. 8-25. До наложения изоляции необходимо сделать разметку, т. е. отметить на прямой части каждого стержня линию,
до которой следует изолировать лобовую часть, так как лобовая и пазовая части имеют различную изоляцию. Разметка (рис. 8-26) производится по ранее заготовленному из картона шаблону, который стороной ОР прикладывают к загнутой лобовой части и


наносят острым предметом на стержне риски по Я, М и Н либо на специальном приспособлении, показанном на рис. 8-27. Приспособление имеет стальное основание, на котором сверху проделан паз, где могут передвигаться два стальных острия 1 и 2, закрепляемые в необходимом положении барашками 3 и 4. К концу стального основания привинчена стальная вертикальная пластинка 5. Конец стержня 6 упирается в вертикальную пластинку 5 и своей плоскостью лежит на остриях 1 и 2, которые на нем наносят риски в виде тонких линий. Расстояние 1Х служит концом стороны стержня, которая войдет в хомутик при соединении. Расстояние 1.2 — длина, которую следует изолировать.
Размеченные таким образом стержни протираются влажной тряпкой, смоченной в растворителе, и поступают на изолировку лобовых частей синто лентой толщиной 0,11 мм. Начинают изолировку со стороны выводных концов. Не доходя 5 мм до первой риски на пазовой части стержня, поверх изоляции, пропитанной в битумно-масляном лаке, накладывают хлопчатобумажную ленту шириной 15—20 мм и толщиной 0,22 мм. Наложение лент ведется вполнахлестки.
Начало ленты срезается под углом 40—45°. Заканчивают намотку у крайних рисок.
Ленты накладываются вручную или на специальном изолировочном станке, который вместе со вложенным стержнем показан на рис. 8-24.
Стержни с изолированными лобовыми частями сушатся на воздухе в течение 16 ч или в печи при I = 100° С в течение 3 ч. Полученная изоляция не должна иметь отлипа при нажатии пальцем.
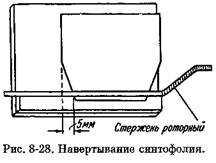
Пазовая часть стержней обертывается синтофолием толщиной 0,18 мм при общей толщине 1,4 мм. Во избежание утолщения изоляции в месте соприкосновения с лентой заготовку синтофолия, нарезают на конус с двух сторон до половины ширины заготовки, как показано на рис. 8-28. Благодаря этому в той части, где синтофолий ложится на хлопчатобумажную ленту, получается более равномерная толщина изоляции. Завертка стержней в синтофолий производится на приспособлении, показанном на рис. 8-28 и представляющем собой доску, к которой прибита деревянная планка. Доска и планка обиты белой жестью.
Предварительно стержень покрывают клеящим лаком, однородным лаку, на котором изготовлен синтофолий, и дают подсохнуть на воздухе в течение 5—10 мин. Начало синтофолия приклеивают к меди и для лучшего прилегания проглаживают поверхность рукой. Затем поджимают стержень левой рукой к планке приспособления и начинают вращать его правой рукой за отогнутую сторону; синтофолий при этом плотно наворачивается на стержень. Под край последнего оборота синтофолия подкладывают лакированную телефонную бумагу на глифтале-бакелитовом или шеллачном лаке и навертывают ее на стержень, создавая общую толщину 0,1 мм при толщине одного слоя лакированной бумаги 0,07 мм.
Поверх лакированной бумаги накладывается несколько слоев парафинированной бумаги, которая после прессовки снимается и служит лишь защитой основной изоляции от механических повреждений при процессах обкатки и прессовки.
Синтофолий эластичен, применяется наряду с микафолием.
Гильза из него — монолитная, хорошо поддается технологической обработке (обкатке и прессовке), после которой приобретает большую плотность по сравнению с микафолием и меньше подвергается разбуханию при длительном хранении.
Размеры изолированного стержня могут иметь отклонения по толщине ± 1 мм и по высоте ±0,15 мм.
Далее, стержни, изолированные в пазовой части, поступают на обкатку в обкаточном станке при температуре 200—230° С в течение 6—8 мин. Вращение стержня должно совпадать с направ-тением намотки изоляции стержня. После горячей обкатки стержень закладывается в холодный пневматический или ручной пресс для окончательной запрессовки — придания определенных размеров. При длительном хранении изолированных стержней рекомендуется после холодной прессовки дополнительно прессовать в горячих прессах.
|
