Обмотока машин постоянного и переменного токаКонструкция обмоток статоров синхронных и асинхронных машин
Классификация статорных обмоток
Обмотки статоров синхронных и асинхронных машин могут выполняться в виде катушечных или в виде стрежневых обмоток. Последние употребляются в турбогенераторах и крупных синхронных машинах с явно выраженными полюсами и рассматриваться здесь не будут.
В современных машинах переменного тока статорные обмотки преимущественно выполняются двухслойными. Однако среди

Так как при намотке катушки витки ее образуют винтовую линию, торцовые стороны катушек не имеют плоской поверхности, что затрудняет закрепление ее на полюсе. Чтобы выровнять катушку, одну ее сторону после намотки осаживают в специальном приспособлении под прессом, чем достигается выравнивание торцовых сторон. На рис. 4-39 показан добавочный полюс с обмоткой.
В случае замены меди алюминием, что в настоящее время иногда практикуется, после намотки катушку подвергают оксидированию. При этом поверхность витков покрывается непроводящей пленкой, которая служит изоляцией между витками. Контактные поверхности выводных концов катушки армируются медными пластинами, которые лудятся, т. е. обеспечивается надежная контактная поверхность. Армирование медными пластинами может производиться холодным способом путем местного вдавливания медной пластины в алюминиевую шину специальным прессом. На рис. 4-40 показаны выводы катушки добавочного полюса, армированные медными пластинами.
Конструкция обмоток статоров синхронных и асинхронных машин
Классификация статорных обмоток
Обмотки статоров синхронных и асинхронных машин могут выполняться в виде катушечных или в виде стрежневых обмоток. Последние употребляются в турбогенераторах и крупных синхронных машинах с явно выраженными полюсами и рассматриваться здесь не будут.
В современных машинах переменного тока статорные обмотки преимущественно выполняются двухслойными. Однако среди машин прежних выпусков, находящихся в настоящее время в эксплуатации, имеется большое количество машин с однослойной 0бм01К0Й.

Причины, по которым двухслойные обмотки получили наибольшее распространение, были указаны выше. С конструктивной и производственной сторон эти преимущества заключаются в том, что при двухслойных обмотках все катушки одинаковы по форме и размерам. Это обстоятельство значительно упрощает их изготовление, в особенности при массовом производстве.
В однослойных обмотках отдельные катушки обыкновенно неодинаковы между собой как по расстоянию между катушечными сторонами, так и по форме лобовых частей. Последние располагаются в два или три ряда по окружности. На рис. 5-1 видим статор с однослойной обмоткой, а на рис. 5-2 — с двухслойной. Изоляция катушек для открытых и полузакрытых пазов различается по своему выполнению. На рис. 5-3 показаны наиболее употребительные в настоящее время формы пазов для статорных обмоток. При открытых пазах катушка целиком изготовляется до вкладки в пазы на шаблоне и полностью изолируется. Исключением являются обмотки для напряжения до 500 в. Здесь в большинстве случаев до вкладки катушек изолируется паз. При полузакрытых пазах нужно различать следующие выполнения катушек:
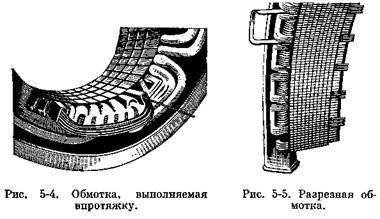
1. Катушки выполняются вручную на статоре впротяжку (рис. 5-4). В этом случае изолируется паз до протяжки катушек.
Катушки изготовляются на шаблоне и затем вкладываются в паз по одному проводнику через шлиц. Такие катушки называются в с ы п н ы м и. Паз в этом случае также изолируется до вкладки катушки.
Каждая катушка является составной из двух так называемых полукатушек, изготовляемых на шаблоне. Каждая полукааушка вкладывается в паз отдельно через шлиц. Как и при всыпных катушках, паз изолируется до вкладки катушек. Составная катушка показана на рис. 5-27.
На шаблоне изготовляются прямые части катушки и одна лобовая часть. Вторая лобовая часть остается прямой. После вкладки с торца обмотки в паз выступающие из паза концы отгибаются и соединяются между собой, образуя вторую лобовую часть. Такие катушки называются разрезными. Изоляция пазовых частей и одной лобовой части выполняется заранее. Вторая лобовая часть изолируется на статоре. Такие катушки и вкладка в пазы показаны на рис* 5-5.

Катушки, выполняемые впротяжку, и разрезные применяются только в однослойных обмотках. Составные катушки применяются при двухслойных обмотках. Прочие виды катушек используются как при двухслойных обмотках, так и при однослойных.

Обмотки с всыпными и составными катушками применяются для напряжений не выше 500 в.
При современных способах вполне надежная изоляция для высоких напряжений может быть получена только в тех случаях, когда она изготовляется вне паза или в виде отдельной гильзы, или на самой катушке. При обмотках с всыпными и составными катушками этого сделать нельзя, так как изоляция паза должна быть открытой для возможности
Закрепление обмоток в пазах производится посредством ^клиньев, так же как в якорях машин постоянного тока.
|
