Кузнечно-штамповочное оборудованиеХолостые качания падающих частей штамповочного молота
При горячей штамповке необходимо быстрое чередование ударов: от самых сильных (полных) до очень легких. Причем должна существовать возможность нанесения сильного удара в любое время независимо от характера предшествующих ходов падающих частей молота. Для этого предназначен цикл холостых качаний, благодаря которому возможно циклическое движение падающих частей от КВП до некоторого промежуточного положения и обратно без остановки в крайних положениях. Кроме того, необходимо иметь возможность нанести полный удар в любое время независимо от характера предшествовавших ходов. Это обеспечивается возрастанием давления в верхней полости при подходе поршня к КВП до начального, т. е. до давления свежего пара, или несколько большего значения. Подобное непроизводительное движение падающих частей, разумеется, должно сопровождаться минимальным расходом пара.
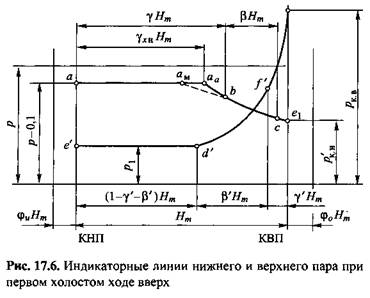
Индикаторные линии нижнего и верхнего пара при первом холостом ходе вверх. Для движения падающих частей вниз с нанесением удара необходимо нажать педаль управления. Если предполагают нанести полный удар, то ее нажимают до конца и удерживают так в течение всего хода вниз вплоть до удара. Тотчас же после этого штамповщик освобождает педаль, в результате чего очень быстро изменяется положение механизма управления и золотник занимает крайнее нижнее положение, впуская свежий пар в нижнюю полость цилиндра. Начинается подъем бабы молота -так называемый первый холостой ход вверх. Без задержки в КНП золотник автоматически перемещается вверх пропорционально ходу поршня. Кроме того (и это очень важное обстоятельство!), при отпускании педали поворачивается втулка дросселя, до предела уменьшая его проходное сечение. Поэтому давление нижнего пара в период впуска при первом холостом ходе вверх никогда не достигает начального давления р, а меньше его примерно на 0,1 МПа (рис. 17.6).
 При ходе вверх этому периоду соответствует предварение выпуска. При ходе вверх этому периоду соответствует предварение выпуска.
 которое можно которое можно
рассчитать по уравнению адиабатического процесса, причем объем полости должен быть взят полным, с учетом вредного пространства:

Из уравнения (17.9) следует, что впредь параметрические соотношения можно записывать, исключив площадь поперечного сечения полости и ее относительный размер, т. е.
А.И. Зимин предлагает рассчитывать давление нижнего пара так, чтобы конечное давление в нижней полости при подходе поршня к КВП было достаточно высоким, как и наблюдается в действительности. Для этого необходимо обеспечить впуск нижнего пара на большей части хода вверх.
 = 0,09, то = 0,09, то


Во избежание удара в крышку скорость поршня должна быть погашена к моменту подхода к КВП, т. е. баланс работ всех сил, действующих на падающие части при подъеме, должен быть нулевым:

 - сила, учитывающая влияние атмосферного давления. - сила, учитывающая влияние атмосферного давления.
Принимая во внимание характер индикаторных линий на рис. 17.6, после интегрирования и преобразований получаем

 при первом холостом ходе вверх. Кроме того, при известной сумме коэффициентов из адиабатического соответствия параметров верхнего пара при сжатии легко установить давление в КВП: при первом холостом ходе вверх. Кроме того, при известной сумме коэффициентов из адиабатического соответствия параметров верхнего пара при сжатии легко установить давление в КВП:
 принимают с небольшим превышением над давле- принимают с небольшим превышением над давле-
нием свежего пара, на впуск которого приоткрыты верхние окна золотниковой втулки (см. рис. 16.11, в).
 - недоход до КНП. - недоход до КНП.
Это означает, что период впуска должен быть предельно мал (рис. 17.7).


По технологическим причинам величина недохода должна составлять
 Невелико и открытие нижних окон. Поэтому давление пара в нижней полости начинает повышаться с самого начала хода вниз. Невелико и открытие нижних окон. Поэтому давление пара в нижней полости начинает повышаться с самого начала хода вниз.
 - 0,05 МПа. - 0,05 МПа.
|
