Кузнечно-штамповочное оборудованиеГидравлический пресс с орбитально вращающейся раскатной головкой
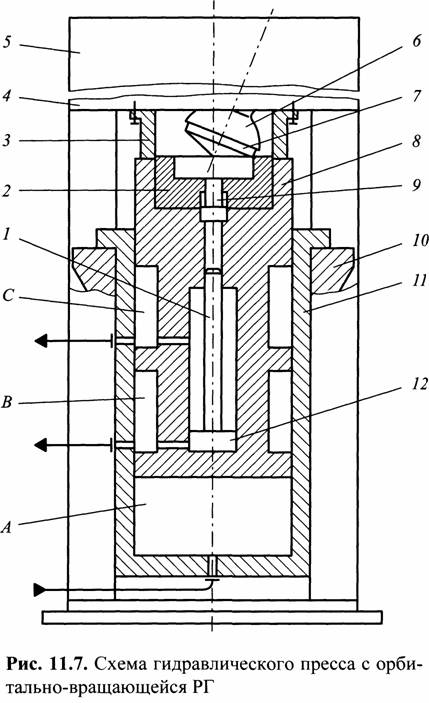
Конструктивная схема такого пресса представлена на рис. 11.7. Позицией 5 здесь обозначена верхняя часть станины 10, на которой компонуют привод РГ.
Привод может быть выполнен по схемам, представленным на рис. 11.3 и 11.6. В обоих случаях привод РГ электромеханический маховичный, однако в первом случае он обладает повышенной жесткостью, а во втором - широкими технологическими возможностями.
Главным исполнительным органом пресса является плунжер 5, размещенный в гидравлическом цилиндре 77. На плите верхнего торца плунжера установлена матрица 2.
Как известно, в кривошипном прессе крайнее верхнее и крайнее нижнее положения (соответственно КВП и КНП) автоматически предопределены движением кривошипно-ползунного механизма. В гидравлическом прессе необходимо ограничение движения плунжера для достижения предписанных КВП и КНП. Их роль выполняют при ходе вверх размерное кольцо 5, вниз - дно цилиндра. Кольцо 3
крепят к поперечине 4 пресса (позиция 21 на рис. 11.6). Точность штамповки по высоте полностью зависит от размерной точности кольца 3 и его установки на поперечине. Важно и то, что оно прикрывает движущуюся РГ 6.
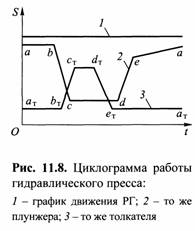
Плунжер под действием рабочей жидкости высокого давления, поступающей в полость А цилиндра, достигает КВП и упирается в размерное кольцо. На циклограмме (рис. 11.8) этому моменту соответствует точка а. В это время матрица с поковкой неподвижна, полости В и С соединены со сливной магистралью, а РГ 6 продолжает вращаться и пуансон 7, обкатывая торец поковки, улучшает качество ее поверхности. В точке Ъ на циклограмме полость А соединяется со сливом, а в полости В и надпоршневую через С поступает жидкость высокого давления, которая давит на кольцевую площадь. Плунжер тотчас идет вниз, но поршень 12 удерживается до тех пор, пока полость С не будет соединена со сливом и не откроется доступ жидкости в подпоршневое пространство. Поршень и его шток-толкатель 1 начинают двигаться вверх. Одновременно возрастает сила, действующая на дно цилиндрической поверхности плунжера, которая ускоряет его движение вниз до КНП.
По окончании холостого пробега толкатель 1 достигает нижнего торца выталкивателя 9 и извлекает поковку из полости матрицы 2. После упора выталкивателя в бурт матрицы толкатель останавливается в точке, соответствующей ст (см. рис. 11.8). Во время выстоя толкателя под действием жидкости высокого давления (полость В) поковка удаляется из межштампового пространства. В момент времени, соответствующий точке */т, полость С соединяется с напорной магистралью, а А - со сливом: поршень и толкатель движутся вниз до КНП толкателя (точка ет на циклограмме).
 . .
Согласно циклограмме (см. рис. 11.8), РГ не перемещается по высоте пресса, а лишь совершает орбитальное вращение в течение всего технологического цикла. Если, как в приводе РГ на рис. 11.6, ее вращением можно управлять, то при выключении муфты в точке Ь (см. рис. 11.8) вращение РГ прекращается, а после включения ее с опережением по времени точки е вновь начинает вращаться.
Заводы-изготовители применяют гидравлические приводы различных конструкций. Обязательным условием является соблюдение порядка движения исполнительных органов в последовательности, показанной на рис. 11.8. Иногда конструкторы изменяют значения некоторых параметров, достигая положительного эффекта. Например, у прессов фирмы Массей выше скорость холостого хода плунжера, что позволяет повысить производительность. Размеры поковок, изготовленные на прессах ВНИИТмаша, больше, но при этом возрастает мощность привода. У прессов фирмы Шмид меньше угол у, а значит, лучше качество поверхности поковок, меньше мощность привода, но больше продолжительность технологического цикла. Сравнительная характеристика гидравлических приводов различных конструкций приведена ниже:
Массей Шмид ВНИИТмаш
Номинальное усилие, МН 2 2 2
Диаметр поковки, мм 150 180 220
Ход плунжера, мм 310 200 250
Угол у, град 0-3 0-2 0-3
Частота вращения РГ, об/мин 900 340 900
Скорость приближения плунжера, мм/с . . . . 300 125 100
Скорость рабочего хода, мм/с 75 26 49
Суммарная мощность привода, кВт 109 67 175
Производительность, шт./мин 12 8 8
|
