Кузнечно-штамповочное оборудованиеКлассификация кривошипных прессов
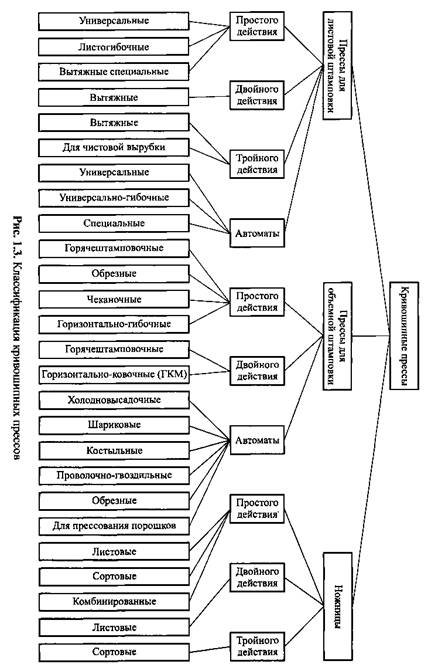
Кривошипные прессы, к которым следует отнести и ножницы, применяют для выполнения почти всех основных и заготовительных операций холодной и горячей штамповки из листового и сортового проката. По технологическому назначению их подразделяют на три класса:
прессы для штамповки изделий из листовых материалов;
прессы для объемной штамповки поковок из сортового проката;
ножницы для разделки и разрезки прутков и листов.
Углубление технологической классификации связано с узким кругом работ, выполняемых на прессах, и их специализацией.
По функциональному назначению механизмы и системы современных кривошипных прессов можно разбить на пять групп: приводы, исполнительные механизмы, системы управления и контроля, механизмы настройки, системы смазки.
Общий признак кривошипных прессов - единообразие привода, состоящего из индивидуального электродвигателя, ременной и зубчатой передач. В системе привода предусмотрены сцепные устройства (муфты), позволяющие соединять и разъединять валы передач на ходу, и тормозные устройства для остановки механизмов в определенном положении. Кинематическое и конструктивное оформление привода может быть различным в зависимости от назначения и условий работы.
В основу классификации кривошипных прессов положены структурно-кинематические признаки устройств исполнительных механизмов. Главным исполнительным механизмом называют кинематическую цепь, которая начинается от передаточного механизма привода и заканчивается рабочим органом с инструментом, предназначенным для осуществления технологического формоизменения заготовки.
По структурному строению следует различать прессы простого и многократного действия.
Прессы простого действия имеют только один главный рабочий орган. Некоторые типы таких прессов оснащают дополнительными устройствами для прижима листа, выталкивания изделий, автоматической подачи заготовки и др. Эти устройства, встраиваемые в имеющуюся конструкцию, представляют собой привнесенные элементы. В каждом отдельном случае пресс может работать без них, выполняя те операции, для которых его чаще всего используют. Например, универсальный листоштамповочный пресс простого действия может работать без прижимной подушки.
Для выполнения дополнительных функций, обусловленных характером технологического процесса (подача, резка, прижим заготовки и др.), в прессах простого действия применяют специальные исполнительные механизмы. В зависимости от назначения их подразделяют на рабочие и вспомогательные.
Прессы многократного действия содержат несколько рабочих и вспомогательных механизмов, необходимых для выполнения дополнительных функций.
Все операции, рабочие и вспомогательные, осуществляемые на прессах многократного действия, выполняются в строго определенной, раз и навсегда заданной последовательности. Это предопределяет необходимость синхронизации движений отдельных механизмов пресса. Поэтому в структуре прессов многократного действия особое место занимают распределительные (управляющие) механизмы, обеспечивающие цикличность работы.
Согласованность работы отдельных механизмов прессов многократного действия во времени определена цикловой диаграммой, или циклограммой.
Привод дополнительных механизмов прессов многократного действия осуществляется от электродвигателей, индивидуальных или общих компрессоров и гидронасосов.
Прессы многократного действия могут иметь неавтоматизированный и автоматизированный технологические циклы.
К современным неавтоматизированным прессам многократного действия относят прессы двойного (один главный и один целевой исполнительные механизмы) и тройного действия (один главный и два целевых исполнительных механизма).
Прессы многократного действия, имеющие достаточно развитую структуру с таким количеством рабочих и вспомогательных механизмов, которое обеспечивает выполнение всего технологического цикла без вмешательства человека, называются прессами-автоматами. Технологический цикл на них замкнутый и повторяется непрерывно до израсходования запаса заготовок.
Так называемые комбинированные прессы не представляют собой особого структурного типа машин. Комбинированные прессы характеризуются тем, что у них на одной станине скомпонованы две или три простые кинематические цепи с общим приводом. Каждая из этих цепей является главным исполнительным механизмом и используется самостоятельно для выполнения заданного формоизменения. Например, комбинированные ножницы могут иметь три главных исполнительных механизма, предназначенных для резки листа, сортового проката и пробивки отверстий; обрезные прессы с боковым ползуном содержат два главных исполнительных механизма.
Таким образом, классификация кривошипных прессов должна включать три класса машин по технологическому назначению. В каждый из этих классов могут входить следующие структурные группы прессов: простого, двойного, тройного действия и автоматы с определенным целевым применением (рис. 1.3).
К системам управления и контроля кривошипных прессов относятся механизмы включения, самоуправления, а также регистрирующие и контрольные механизмы. Функционально они связаны с общей цикличностью работы исполнительных механизмов пресса. Следует отметить, что кулачковые механизмы самоуправления относятся к исполнительным механизмам кривошипного пресса. Контрольные, регистрирующие и механизмы включения хотя функционально и связаны с работой пресса, но непосредственного воздействия на определенность
совершаемого движения исполнительных органов не оказывают и поэтому не входят в общую кинематическую цепь пресса. К устройствам настройки кривошипных прессов относятся механизмы, предназначенные для установки рабочих органов в требуемое исходное положение, наладки системы управления и привода.
|
