Кузнечно-штамповочное оборудованиеГрафики деформирующей силы
При определении энергетических показателей пресса с учетом его технологического назначения фактический график деформирующей силы заменяют упрощенным типовым. Существует два способа его задания: расчетный и экспериментальный.
Условием возможности применения экспериментальных графиков является тождественность схем нагружения, а также геометрическое и физическое подобие процессов. Безусловно, абсолютного подобия быть не может, однако допустимо считать, что графики имеют одинаковый вид, изменяются у них только масштабы силы и деформирования.
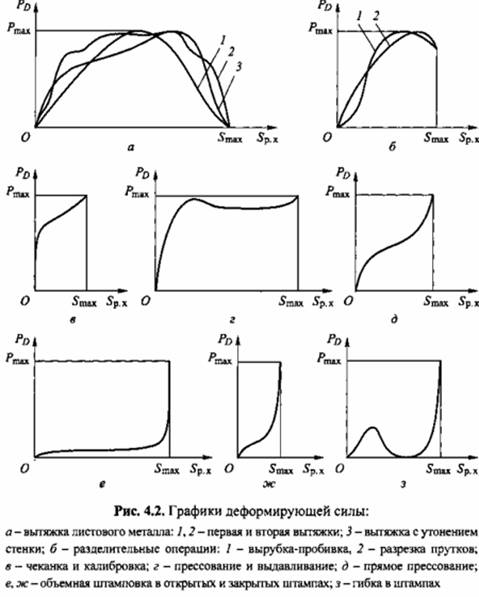
В зависимости от характера деформирующей силы технологические процессы и соответствующие им графики можно разделить на шесть групп.
I. Вытяжка листового металла (рис. 4.2, а).
 равный части полного хода внутреннего ползуна по цикло- равный части полного хода внутреннего ползуна по цикло-
грамме пресса. Максимальная допускаемая сила в этом случае должна быть меньше номинальной, указанной в паспорте, и определяться по условию прочности и работе деформирования, выполняемой прессом за один ход.
Деформирующую силу листоштамповочного тихоходного пресса простого действия выбирают с учетом графика первой вытяжки. При этом следует иметь в виду, что ползун при ходе вниз преодолевает сопротивление подушек.
П. Разделительные процессы штамповки (рис. 4.2, б, где 1 - вырубка-пробивка при штамповке из листа, обрезка заусенцев и прошивка отверстий; 2 - резка прутков на мерные заготовки на сортовых ножницах и др.).
 определяют определяют
в зависимости от толщины срезаемого металла:

 - толщина просекаемого листа или срезаемого материала при обрезке. Для вырубки-пробивки и холодной обрезки заусенцев к = 0,40...0,50; для горячей обрезки к=\ для резки прутков к= 0,25...0,35, причем меньшие значения к задают для более твердых материалов. - толщина просекаемого листа или срезаемого материала при обрезке. Для вырубки-пробивки и холодной обрезки заусенцев к = 0,40...0,50; для горячей обрезки к=\ для резки прутков к= 0,25...0,35, причем меньшие значения к задают для более твердых материалов.
Ниже приведены толщины просекаемого листа в зависимости от номинального усилия листоштамповочных быстроходных прессов простого действия:

 по мостику у поковок после штамповки в открытых штампах: по мостику у поковок после штамповки в открытых штампах:

Однако фактическая толщина срезаемого материала больше номинальной, так как срезают также радиусы скругления на переходе от тела поковки к заусенцу. Кроме того, необходимо учесть, что при недоштамповке высота заусенца возрастает на величину положительного отклонения по высоте поковки.
Поэтому при расчете энергетических параметров обрезных прессов толщина срезаемого материала

 - положительное отклонение по высоте поковки. - положительное отклонение по высоте поковки.
 на точность чеканки или калибровки: на точность чеканки или калибровки:

 должны быть наибольшими для данных условий. Для должны быть наибольшими для данных условий. Для
их расчета в качестве типовой детали задают круглую в плане поковку высотой не менее половины диаметра.
 . Согласно экспериментальным данным, . Согласно экспериментальным данным,

IV. Прессование и выдавливание. Особенностью силового режима прессо вания профилей является то, что деформация металла протекает при более или менее постоянной деформирующей силе на ползуне пресса (рис. 4.2, г). Размеры пресс-остатка в момент окончания процесса не вызывают резкого повышения деформирующей силы. Как элемент горячей штамповки поковок фланцевого типа прямое прессование характеризуется более резким изменением деформи рующей силы в конечный момент штамповки в связи с небольшой высотой фланца (рис. 4.2, д). Типовой график деформирующей силы, необходимой для выдавливания, аналогичен приведенному на рис. 4.2, г, но абсолютные размеры рабочего хода задают особо в каждом отдельном случае.
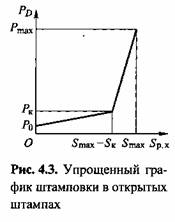
 в конце штамповки на втором (рис. 4.3). в конце штамповки на втором (рис. 4.3).
Для проверочного расчета необходимы следующие данные.
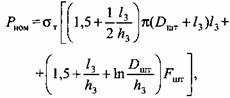
1. Номинальное усилие пресса, по которому устанавливают предельные размеры типовой поковки, круглой в плане:
 - напряжение текучести в конце штамповки, для типовой - напряжение текучести в конце штамповки, для типовой

 в зависимости от номинального усилия пресса Р пом приведены ниже: в зависимости от номинального усилия пресса Р пом приведены ниже:


Силы на первом переходе:

 определяют исходя из диаметра поковки: определяют исходя из диаметра поковки:

Для выбора специализированных машин, например холодновысадочных автоматов, расчет следует вести согласно графику, приведенному на рис. 4.2, ж.

 , причем первый максимум должен быть ниже графика допускаемых сил (см. рис. 3.6, кривая 1). , причем первый максимум должен быть ниже графика допускаемых сил (см. рис. 3.6, кривая 1).
 . Заметим, что площадь под графиком деформирующей силы представляет собой работу деформирования, расходуемую только на пластическое формоизменение без учета каких-либо потерь. . Заметим, что площадь под графиком деформирующей силы представляет собой работу деформирования, расходуемую только на пластическое формоизменение без учета каких-либо потерь.
Аналогично можно строить графики деформирующей силы для процессов холодной листовой штамповки.
|
