Кузнечно-штамповочное оборудованиеПринцип действия и классификация кузнечно-штамповочных машин
Типовая кузнечно-штамповочная машина (КШМ) состоит из трех главных механизмов: двигательного (двигателя), передаточного (передачи) и исполнительного. Двигатель и передачу часто характеризуют термином привод машины. Если привод и исполнительный механизм, или, более правильно, рабочая машина, представляют собой конструктивно раздельные устройства, то весь комплекс оборудования называют установкой.
Общая классификация КШМ, предложенная проф. А.И.Зиминым, основана на характеристических признаках главных механизмов.
Двигатель, воспринимая внешнюю энергию носителя, превращает ее в кинетическую энергию передаточного и исполнительного механизмов или в потенциальную энергию передаточного рабочего тела, создавая ее определенный уровень в машине. Характеристические признаки двигателя: вид носителя энергии, или рабочего тела, и тип привода. В качестве носителя энергии, или рабочего тела, в двигательных механизмах современных КШМ применяют пар, газ, жидкость, взрывчатые вещества, горючие смеси и электричество. Привод может быть индивидуальным или групповым, когда несколько рабочих машин получают движение от одного двигателя.
Основная характеристика передаточного механизма определяется способом осуществления связи исполнительного механизма с двигателем: жесткая механическая связь или нежесткая связь при помощи рабочего тела (пар, газ, жидкость, электромагнитное поле). В некоторых типах машин в период рабочего хода эта связь прерывается.
Трансформация кинетической или потенциальной энергии в механическую работу пластического деформирования происходит при движении рабочих органов (ползуна, коромысла, траверсы, бабы, валков, роликов и т. п.) главных исполнительных механизмов. Это движение характеризуется следующими признаками:
способом отдачи накопленной энергии привода и исполнительного механизма обрабатываемому металлу;
видом движения рабочего органа;
характером изменения скорости рабочего органа в период рабочего хода;
периодичностью воздействия рабочего органа на обрабатываемый металл во времени.
Отдачу накопленной энергии обрабатываемому металлу осуществляют нажимом или ударом. При нажиме квазистатическое силовое воздействие на металл характеризуется относительно малыми изменениями во времени, и рабочий ход измеряют секундами, десятыми и сотыми ее долями. При ударе динамическое силовое воздействие на металл очень быстро изменяется, что приводит к возникновению колебательных процессов в КШМ и ее фундаменте. Рабочий ход продолжается тысячные или еще меньшие доли секунды. Скорость движения рабочего органа у машин квазистатического действия в начале рабочего хода не
превышает 0,3...0,5 м/с; у машин динамического действия эта скорость как минимум на один порядок выше.
Рабочие органы КШМ могут совершать возвратно-поступательное прямолинейное, качательное и вращательное движения. В зависимости от связей в передачах изменение скорости рабочего органа в период рабочего хода может быть заданным в условиях жестких механических связей или произвольным, зависящим от субъективных факторов, при нежестких связях.
Воздействие рабочего органа исполнительного механизма на обрабатываемый металл может быть периодическим или непрерывным.

При непрерывном воздействии металл обрабатывают в течение нескольких следующих один за другим оборотов исполнительного органа без разделения холостыми пробегами.
Различают одно- и многопереходные технологии производства кованых и штампованных изделий. Примером первой является вырубка заготовок монет из листа, второй - горячая штамповка поковок типа шестерен на кривошипном горячештамповочном прессе (КГШП), включающая в себя осадку заготовки, предварительную и окончательную штамповки.
При однопереходной обработке физико-механические процессы, совершающиеся в прессе, идентичны в каждом последующем ходе, при
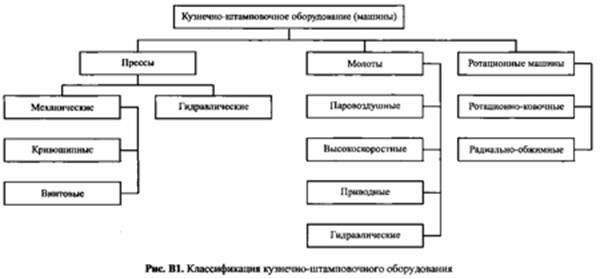

Классификация кузнечно-штамповочного оборудования приведена на рис. В1.
Современная технология кузнечно-штамповочного производства включает в себя ковку, горячую и холодную объемные штамповки, горячую и холодную листовые штамповки, разделку и разрезку исходного металла. В соответствии с этим КШМ могут быть отнесены к тому или иному технологическому классу.
Машины, аналогичные КШМ, применяют в других отраслях народного хозяйства: в металлургическом производстве для обработки металла; в электротехническом производстве и при производстве предметов ширпотреба для обработки неметаллических материалов, в том числе пластмасс, и др.
По технологическим возможностям КШМ подразделяют на три группы: универсальные (общего назначения), специализированные и специальные. Машины первой группы пригодны для выполнения большинства типовых операций данного технологического класса. Так, на паровоздушном ковочном молоте можно осуществить любую операцию ковки. Машины второй группы специализированы по виду технологии, например вытяжные кривошипные прессы. Специализацию машин третьей группы проводят не только в зависимости от технологии, но и от вида изготовляемой продукции, например брикетировочные прессы для штамповки брикетов из металлической стружки.
При исполнении любой технологии необходимо совершать вспомогательные движения, связанные с установкой и переносом обрабатываемого металла или инструмента. В неавтоматизированной КШМ эти движения осуществляют вручную или при помощи простых средств механизации. В автоматических КШМ все рабочие и вспомогательные движения совершает машина. Очевидно, что в автомате должны быть предусмотрены в достаточном количестве исполнительные механизмы, а также система самоуправления, обеспечивающая строгую синхронность в последовательности действий всех механизмов.
|
