Технология электрической сварки металлов и сплавов плавлениемСварка в защитных газах
Сварку меди выполняют неплавя-щимся и плавящимся электродом. В качестве защитных газов для сварки меди применяют аргон, гелий, азот или их смеси. Возможна также сварка меди в среде водорода. Наибольшее распространение получила сварка меди неплавящимся вольфрамовым электродом в аргоне высокой чистоты марок А и Б по ГОСТ 10157—62 (табл. 11-14). Металл толщиной более 4 мм сваривают с предварительным подогревом до температуры 800° С. Чем больше
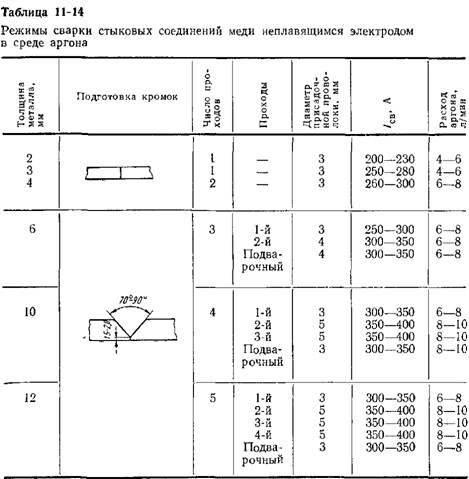
толщина металла, тем выше должна быть температура предварительного подогрева.
В качестве присадочного металла применяют сварочную проволоку из хромистой бронзы Бр.Х07 или бронзы Бр.КМцЗ-1. Основной и присадочный металлы очищают травлением в растворе, состоящем из 75 см3/л азотной кислоты, 100 см3/л серной кислоты и 1 см3/л соляной кислоты.
Для повышения качества шва при сварке в среде защитных газов рекомендуется применять флюсы на основе борного ангидрида с добавками раскислителей (алюминиевый порошок, ферро-фосфор, ферромарганец и др.).
Сварку плавящимся электродом выполняют постоянным током обратной полярности. Широкое распространение для меди толщиной более 4—5 мм получает многослойная полуавтоматическая сварка проволокой малого диаметра (1,2—2,4 мм). Сила сварочного тока достигает 400 А. Металл толщиной до 10 мм можно сваривать лишь с подогревом в начале шва (иногда достаточно до температуры 200—300° С). Детали большей толщины сваривают с начальным и сопутствующим.подогревом. При сварке используют проволоку из бронзы Бр.КМцЗ-1.
Сварка сжатой дугой. Это эффективный способ соединения деталей из меди больших толщин (30—40 мм и более), что обусловлено возможностью введения в сварочную ванну тепловых потоков весьма большой величины без ухудшения условий формирования сварного шва и нарушения стабильности горения дуги.
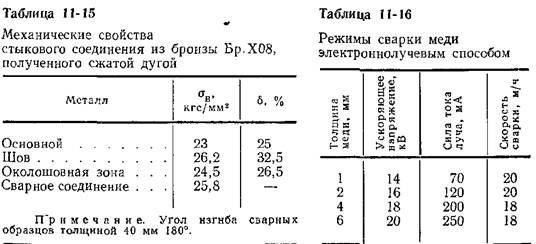
Сварку сжатой дугой меди больших толщин осуществляют без разделки кромок, с двух сторон. В табл. 11-15 приведены механические свойства сварного стыкового соединения из бронзы Бр. Х08 толщиной 40 мм, полученного сжатой дугой (режим сварки: сила тока 1100—1200 А, напряжение сжатой дуги 55—60 В, скорость сварки 3 и/ч).
Электроннолучевая сварка. Электроннолучевая сварка меди в основном применяется при изготовлении электровакуумных приборов (табл. 11-16). В этом случае обеспечиваются высокие физико-механические свойства соединений, в том числе вакуумная плотность.
Электроннолучевая сварка меди связана с определенными затруднениями, главные из которых — интенсивное испарение металла в вакууме и необходимость значительного тепловложе-ния из-за высокой теплопроводности.
При превышении определенного значения удельной мощности в пятне нагрева получить удовлетворительное качество сварного соединения меди не удается. Поэтому для меди разработана специальная техника сварки. Так, сварку меди толщиной до 2—-3 мм выполняют неостросфокусированным пучком, или перефокусированным, т. е. с расположением фокуса пучка несколько выше уровня поверхности изделия.
Сварка сплавов на основе меди. Основной трудностью сварки латуни является то, что в процессе сварки цинк значительно
испаряется и сгорает, что снижает содержание цинка в металле шва и ухудшает его качество (появляется пористость, снижается прочность). Особенно интенсивно цинк выгорает из электродного металла. При этом загрязняется окружающее пространство вредными для здоровья человека парами цинка и его окислов.
Латунь небольшой толщины сваривают графитовым электродом на постоянном токе прямой полярности короткой дугой без присадки с погружением конца электрода в расплавленный металл. При этом дуга горит в пузыре, образующемся вокруг электрода из паров цинка. Такой метод ведения сварки снижает угар цинка. С увеличением количества цинка в латуни длину дуги уменьшают, что ведет к уменьшению испарения и выгорания цинка. Так, для латуни Л90 рекомендуется поддерживать длину дуги около 20 мм, а для латуни ЛК80-3 — не более 8 мм.
При сварке латуней толщиной более 10 мм необходим предварительный подогрев до температуры 300—350° С. Для предотвращения прожогов используют подкладки. При толщине металла 3—16 мм сварку ведут с разделкой кромок под углом 70° с небольшим притуплением (1,5—2 мм). При сварке листов толщиной более 16 мм применяют рюмкообразную разделку кромок.
При сварке латуни графитовым электродом используют флюсы. Получил распространение флюс следующего состава: 35% криолита, 12,5% натрия хлористого, 50% калия хлористого, 2,5% древесного угля. Флюс наносят на стержни из присадочного металла марки ЛК80-3 диаметром 6—8 мм. Сварные соединения, выполненные с такой присадкой, отличаются высокими механическими свойствами. Так, на сплавах Л63 и Л062-1 ав сварного соединения 36—40 Krt/мм2, угол изгиба 170—-180°.
Сварка покрытыми электродами находит применение в основном для исправления брака литья. При такой сварке наблюдается наиболее интенсивное по сравнению с другими способами испарение и выгорание цинка. Сварку покрытыми электродами следует применять в том случае, когда не могут быть использованы другие способы сварки — угольным электродом, под флюсом, в среде защитных газов.
Для сварки латуни применяют электроды с покрытием ЗТ. В связи со значительным содержанием плавикового шпата в покрытии сварку ведут постоянным током обратной полярности. Сварку выполняют без колебаний конца электрода при возможно более короткой дуге, что снижает угар цинка. Под стыком устанавливают прокаленную асбестовую подкладку. Зазор между свариваемыми кромками 0,5—1,5 мм. При толщине металла до 4 мм сварку ведут без разделки кромок. При большей толщине металла (4-—10 мм) выполняют V-образную, а при толщине металла более 10 мм Х-образную подготовку кромок с углом раскрытия 60—70°.
Для автоматической сварки латуни используют сварочную проволоку из бронзы Бр.ОЦ 4-3 и флюс АН-20, Временное сопротивление сварки соединений из латуни Л62, ЛМц58-2, Л062-1, ЛС59-1 толщиной 4—12 мм, выполненных с использованием таких материалов, составляет 25—35 кгс/мм2, угол изгиба до 180°.
Сварку латуни в среде защитных газов можно выполнять вольфрамовым и плавящимся электродами. В качестве присадочного материала используют прутки из бронзы Бр.ОЦ4-3 и Бр.КМцЗ-1, а также латунную проволоку ЛК62-0,5 (38% Zn, 0,5% Si).
Предварительный подогрев необходим лишь при сварке латуни толщиной более 10 мм и при сварке деталей, резко отличающихся по толщине свариваемых кромок. В этом случае подогревают деталь большей толщины.
Бронзы разделяют на деформируемые и литейные. К первым относят сплавы с содержанием до 6—7% Sn (оловянные деформируемые бронзы) или до 6—8% А1 (безоловянные деформируемые бронзы). Ко вторым относятся сплавы с большим содержанием легирующих элементов. Свариваемость бронз зависит от их состава. Деформируемые бронзы в изделиях толщиной до 4 мм сваривают всеми способами дуговой сварки без предварительного подогрева.
Литейные бронзы сваривают с подогревом. Чрезмерный подогрев вреден, в особенности при сварке оловянных бронз. Он может вызвать плавление избыточного олова, расположенного по границам зерен, и вследствие этого разрушение свариваемой детали. В большинстве случаев бронзы сваривают угольным или покрытым электродом. В качестве присадки или электродного стержня используют бронзы того же состава, что и свариваемый металл. Флюсы и покрытия для сварки оловянных бронз изготовляют на борной основе.
Для сварки безоловянных бронз используют флюсы, содержащие хлористые и фтористые соли щелочных и щелочноземельных металлов и криолит, удаляющие окись алюминия либо препятствующие ее образованию.
|
