Технология электрической сварки металлов и сплавов плавлениемДуговая сварка неплавящимся электродом
Для сварки непла-вящимся электродом применяют вольфрам с добавками тория марки ВТ-15, лантана (ВЛ-10), иттрия (ВИ) и других элементов. Использование чистого вольфрама (ВЧ) не рекомендуется. Отмеченные примеси придают электроду повышенную стойкость, обеспечивают большую плотность тока и другие преимущества. Применение вольфрама ВТ-15 ограничивают из соображений радиационной безопасности при изготовлении электродов и при сварке. Сварку вольфрамовым электродом широко используют при изготовлении конструкций из алюминиевых сплавов, что обеспечивает высокое качество сварных соединений без использования флюса. Однако окисную пленку и загрязнения на поверхности металла для сварки в инертных газах требуется удалять более тщательно, чем при применении флюсов.
Питание дуги чаще всего осуществляется от источника переменного тока. Необходимость сварки переменным током вызвана тем, что при сварке постоянным током обратной полярности легко происходит расплавление вольфрамового электрода, а при сварке постоянным током прямой полярности затруднено удаление оки-ной пленки с поверхности алюминия.
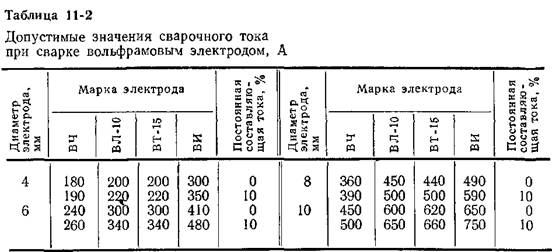
Удаление окисной пленки преимущественно происходит в том случае, если основной металл является катодом. Удаление окисной пленки при сварке на прямой полярности в связи с большим тепловыделением облегчается при замене аргона гелием. Сварка вольфрамовым электродом осуществляется вручную или автоматом (табл. 11-2, 11-3). При сварке в среде гелия напряжение повышается на 7—10 В, при этом дуга укорачивается, сила тока снижается на 10—15%. Расход газа при использовании гелия увеличивается в 1,8—2,2 раза. Ручная сварка ведется на меньших
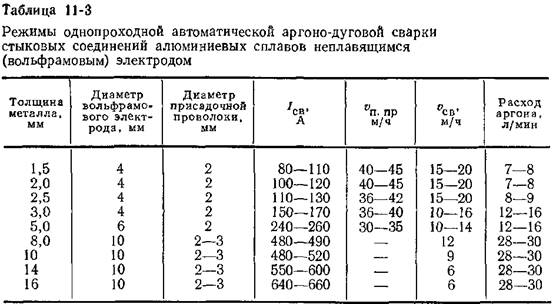
значениях тока в один, два и более проходов в зависимости от толщины.
Неплавящийся вольфрамовый электрод расходуется в небольшом количества вследствие небольшого испарения и других причин. Расход электродов марки ВИ составляет около 0,04 г в 1 ч. Расход электродов других марок выше, а для чистого вольфрама он составляет 0,4—0,5 г в 1 ч и более. Существенное улучшение технологических характеристик (допустимая плотность тока, расход электродов), в особенности для электродов большого диаметра, достигается введением постоянной составляющей сварочного тока (до 10—15% общей величины сварочного тока). При этом уменьшается промежуток времени, в течение которого вольфрамовый электрод находится в режиме анода.
В настоящее время при сварке вольфрамовым электродом достигаются наиболее высокие механические свойства сварных соединений. Так, например, временное сопротивление сварного соединения сплава АМгб достигает 30—32 кгс/мм2, что соответствует коэффициенту прочности 0,9—0,95.
|
