Технология электрической сварки металлов и сплавов плавлениемОсобенности сварки алюминия и его сплавов
Плотная тугоплавкая окисная пленка, образующаяся на поверхности алюминия, препятствует сплавлению металла сварочной ванны с основным металлом и, оставаясь в шве, образует неметаллические включения. Удаление пленки в процессе сварки достигается действием тока при горении дуги или воздействием составляющих флюса или покрытия электрода на окись алюминия.
При сварке постоянным током обратной полярности очищающее действие тока имеет место на протяжении всего процесса горения дуги, а при сварке переменным током — в основном в те полупериоды, когда изделие является катодом. Способ удаления пленки действием тока используется при сварке в защитных газах. Наиболее вероятный механизм действия электрического тока состоит в том, что движущиеся с большой скоростью положительные ионы, попадая на поверхность металла, разрушают окисную пленку и в результате так называемого катодного распыления удаляют ее. При электроннолучевой сварке окисная пленка удаляется частично действием пучка электронов и вырывающегося из основания пятна нагрева потока жидкости, газов и паров металла.
Действием тока может быть разрушена сравнительно тонкая пленка окиси. Толстую пленку окиси алюминия необходимо перед сваркой удалять механическим или химическим путем.
Механизм действия составляющих флюсов и покрытий на окись алюминия сложен. Предполагается, что они, смачивая пленку, разрыхляют ее, смывают и уносят в шлак. Этому процессу способствует выделение газов, образующихся в результате взаимодействия флюса с жидким металлом. Во избежание коррозии сварных соединений остатки флюса и шлака по окончании процесса сварки удаляют.
Большое затруднение при сварке алюминия и его сплавов вызывает образование пор в металле шва. В отличие от стали поры в алюминии располагаются преимущественно внутри шва вблизи границы сплавления его с основным металлом и у поверхности шва. Принято считать, что основным возбудителем пор в алюминиевых швах является водород.
Борьба с пористостью при сварке алюминия — первостепенная задача, стоящая перед технологами. Для предупреждения пористости удаляют окисную (гидроокисную) пленку и жировые загрязнения. Для удаления жира, покрывающего листы алюминия, их промывают горячей водой или органическими растворителями. Во избежание отравления фосгеном, образующимся в процессе сварки, нельзя применять хлорсодержащие органические вещества.
При ручной дуговой сварке толстолистового металла применяют предварительный и сопутствующий подогрев до температуры 200—400° С. Подогрев облегчает удаление газовых пузырьков из сварочной ванны, а пленка окиси алюминия препятствует дальнейшему поступлению водорода в жидкий металл. При сварке толстолистовых алюминиевомагниевых сплавов допускается нагрев до температуры не свыше 100—150° С. При сварке подогретого металла получаются низкие механические свойства соединений. Азот практически не растворяется в алюминии, а дает переходящий в шлак нитрид алюминия и поэтому не вызывает появления пор.
Серьезные затруднения при сварке алюминия и его низколегированных сплавов создаются из-за возникновения кристаллизационных трещин. Образование трещин при сварке технически чистого алюминия и алюминиевомарганцевого сплава АМц зависит от содержания железа и кремния в металле шва. Увеличение содержания кремния до 0,6% приводит к снижению стой-, кости шва против образования кристаллизационных трещин. Увеличение содержания железа в пределах до 0,7% приводит к повышению стойкости металла шва против образования кристаллизационных трещин. При этом 0,1% Si уже достаточно для образования трещин, а 0,1% Fe еще недостаточно для их предупреждения. Поэтому наименьшей стойкостью против образования кристаллизационных трещин обладают алюминий и сплав АМц, содержащие по 0,1 (0,05-f0,15)% железа и кремния. Такому составу соответствует алюминий марки А85 (ГОСТ 11069—64).
Среди алюминиевомагниевых сплавов наименьшей стойкостью против образования кристаллизационных трещин обладает сплав АМг2 (ГОСТ 4784—65). Действие магния в данном случае аналогично действию железа. Более стойки к образованию подобных трещин сплавы АМг5 и АМгб, содержащие 5—6% Mg. Подогрев и в особенности локальный нагрев до температуры 200—250° С в отличие от сварки стали не способствует предотвращению кристаллизационных трещин, так как приводит к существенному увеличению размеров кристаллитов и росту напряжений и деформаций.
Дополнительные затруднения при сварке легированных сплавов алюминия создаются из-за холодных трещин. При сварке так называемых самозакаливающихся (алюминий-цинк-магниевых) сплавов подобные трещины возникают спустя определенный промежуток времени после сварки. Такой вид трещин часто именуют задержанным разрушением. Для борьбы с задержанным разрушением применяют нагрев сварных соединений до температуры 200—220° С (перестаривание).
При таком нагреве происходит заблаговременное частичное выделение и коагуляция части интерметаллидных фаз из твердого раствора, снижаются сварочные и структурные напряжения. Показатели механической прочности при этом снижаются незначительно. Вследствие высокого коэффициента линейного расширения алюминия при его сварке необходимо применять специальные меры для борьбы с деформациями (сварка в кондукторах, применение источников сосредоточенного нагрева и др ).
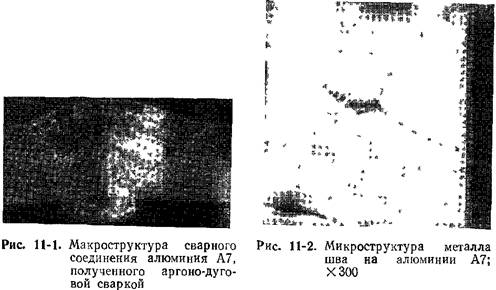
Структура и свойства сварного соединения. Металл шва сварного соединения алюминия, так же как и стали, имеет столбчатое строение (рис. 11-1). Однако поперечные размеры кристаллитов намного больше В околошовной зоне в процессе сварки происходит рекристаллизация металла преимущественно в направлении проката. Рекристаллизация сопровождается некоторым снижением твердости (рис. 11-2) Кроме основы-—твердого раствора алюминия, содержатся отдельные интерметаллические соединения алюминия с железом и кремнием. При сварке алюминиево-магниевых сплавов обнаруживаются соединения алюминия с марганцем и магнием, а также фазы более сложного состава, содержащие примеси железа и кремния (рис. 11-3).
Забиваем Сайты В ТОП КУВАЛДОЙ - Уникальные возможности от SeoHammer
Каждая ссылка анализируется по трем пакетам оценки: SEO, Трафик и SMM.
SeoHammer делает продвижение сайта прозрачным и простым занятием.
Ссылки, вечные ссылки, статьи, упоминания, пресс-релизы - используйте по максимуму потенциал SeoHammer для продвижения вашего сайта.
Что умеет делать SeoHammer
— Продвижение в один клик, интеллектуальный подбор запросов, покупка самых лучших ссылок с высокой степенью качества у лучших бирж ссылок.
— Регулярная проверка качества ссылок по более чем 100 показателям и ежедневный пересчет показателей качества проекта.
— Все известные форматы ссылок: арендные ссылки, вечные ссылки, публикации (упоминания, мнения, отзывы, статьи, пресс-релизы).
— SeoHammer покажет, где рост или падение, а также запросы, на которые нужно обратить внимание.
SeoHammer еще предоставляет технологию Буст, она ускоряет продвижение в десятки раз,
а первые результаты появляются уже в течение первых 7 дней.
Зарегистрироваться и Начать продвижение
Макроструктура металла шва при сварке сплава АМц отличается более тонким строением. Еще более мелкое строение металла шва получается при сварке алюминиевомагниевых сплавов, а также сплавов, содержащих большое количество легирующих элементов, что связано с влиянием примесей (рис 11-4).
 . Металл шва при сварке сплава АМц по механическим свойствам приближается к основному металлу (<тв = 12—14 кгс/мм2). Труднее получить равнопрочное соединение при сварке алюминиево-магниевых сплавов. Трудности обычно возрастают с увеличением содержания магния. Снижение прочности для алюми-ниевомагниевых сплавов особенно проявляется при замедленном остывании кристаллизующегося металла, что связано с обеднением магнием твердого раствора. Для повышения прочности соединений применяют источники концентрированного сварочного нагрева (аргоно-дуговая сварка неплавящимся электродом, электроннолучевая сварка и др.). . Металл шва при сварке сплава АМц по механическим свойствам приближается к основному металлу (<тв = 12—14 кгс/мм2). Труднее получить равнопрочное соединение при сварке алюминиево-магниевых сплавов. Трудности обычно возрастают с увеличением содержания магния. Снижение прочности для алюми-ниевомагниевых сплавов особенно проявляется при замедленном остывании кристаллизующегося металла, что связано с обеднением магнием твердого раствора. Для повышения прочности соединений применяют источники концентрированного сварочного нагрева (аргоно-дуговая сварка неплавящимся электродом, электроннолучевая сварка и др.).
Еще труднее обеспечить равнопрочное соединение при сварке термически упрочняемых сплавов без последующего полного термического цикла — закалки и старения

При сварке термически упрочненного металла вследствие выпадения интерметал-лидов заметно разупрочняется околошовная зона, а коэффициент прочности сварного соединения не превышает 0,6—0,7 (исходя из величины aj для исходного (до сварки) состояния основного металла.
По коррозионным свойствам в атмосферных условиях сварные соединения алюминия и его сплавов незначительно уступают основному металлу. Иначе ведут себя соединения алюминия в агрессивных средах. Близкое по коррозионной стойкости к основному металлу в азотной кислоте соединение получается на алюминии весьма высокой чистоты. С увеличением содержания примесей железа и кремния коррозионная стойкость металла шва падает в большей степени, чем у основного металла. Коррозионную стойкость загрязненного примесями металла шва удается повысить нагартовкой в горячем состоянии в результате отжига сварного соединения.
Сварка вручную угольным или графитовым электродами. Сварка алюминия угольным или графитовым электродами сохранилась только для неответственных изделий. Ее интенсивно вытесняют другие более эффективные способы. Сварку производят постоянным током прямой полярности. Удаление окисной пленки достигается применением флюса типа АФ-4а (см. ниже). Сварку металла толщиной до 2 мм ведут без присадочной проволоки и без разделки кромок. Стыковые соединения металла толщиной более 2 мм сваривают с обязательным зазором величиной 0,5—0,7 толщины свариваемых листов или с разделкой кромок. Зазор или разделку заполняют за счет плавления присадочной проволоки. Недостатки сварки угольным и графитовым электродами: тяжелые условия труда сварщика вследствие мощного излучения ярко горящей дуги, близко расположенной к рабочему, значительная деформация изделия и пр.
Сварка вручную покрытыми электродами. Ручная дуговая сварка также постепенно вытесняется более производительными способами. Она сохраняется еще для изделий из технически чистого алюминия, алюминиевомарганцевого сплава и алюминиево-магниевых сплавов, содержащих не более 5% Mg, а также при сварке узлов из силумина.
Ручную дуговую сварку выполняют при толщине листов от 4 мм и более. Металл толщиной 10 мм и выше предварительно подогревают. Температуру предварительного подогрева выбирают в зависимости от толщины металла в интервале 100—400° С. Сварку производят постоянным током (силой 60 А на 1 мм диаметра электрода) обратной полярности, как правило, без колебаний конца электрода. Электроды применяют диаметром 5—8 мм. Металл толщиной до 20 мм сваривают без разделки кромок. В отличие от сварки угольным электродом зазор в стыке не должен превышать 0,5—1 мм. Сварку выполняют, как правило, с двух сторон. Угловые швы имеют катеты не менее 6x6 мм, что вызвано трудностями сварки электродами малого сечения вследствие высокой скорости их плавления.
При сварке технически чистого алюминия и сплава АМц обычно используют проволоку, близкую по составу к свариваемому металлу. Для получения коррозионностойких соединений алюминия в агрессивных средах, например в азотной кислоте, применяют проволоку, легированную цирконием, хромом или титаном.
Для сварки алюминиевомагниевых сплавов целесообразно применять проволоку с несколько большим содержанием магния, чем в основном металле, с целью компенсации улетучивания и угара магния и повышения прочности металла шва. Например, для сварки сплавов АМгЗ и АМг5 можно применять проволоку СвАМгб и СвАМгб.
Электроды для сварки алюминия, сплава амц и силумина
Основу электродных покрытий для сварки алюминия, сплава АМц и силумина составляют галоидные соли щелочных и щелочноземельных металлов и криолит. Наибольшее распространение получили такие два типа покрытий. Покрытие I состоит из 65% флюса АФ-4а и 35% криолита (Na3AlFe). Состав флюса АФ-4а: 50% КС1; 14% LiCl; 8% NaF и 28% NaCl. В чистом виде этот флюс используют для газовой сварки алюминиевых сплавов. Покрытие II состоит из 50% КС1, 30% NaCl и 20% NagAl6.
Наличие криолита в составе покрытия электродов способствует мелкокапельному переносу электродного металла и устойчивому горению дуги.
Покрытие замешивают на воде или на растворе поваренной соли. В качестве электродных стержней применяют проволоку, состав которой близок к составу свариваемого металла. Если к качеству металла шва не предъявляются повышенные требования по пластичности, то для электродных стержней может быть использована проволока, содержащая 5—10% Si (см. § 39).
Электроды для сварки алюминиевомагниевых сплавов, в особенности с относительно высоким содержанием магния типа АМгб, широкого применения не получили.
|

