Технология электрической сварки металлов и сплавов плавлениемПрименение сварочных проволок с возможно более низкой температурой плавления
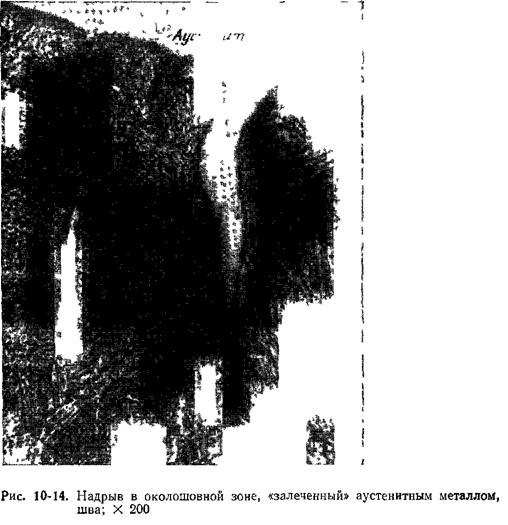
При сварке плавлением околошовная зона нагревается до температур, близких к температуре плавления. В этих условиях в пограничных со швом зернах металла развивается высокотемпературная химическая неоднородность и наблюдается подплавление границ. Это подплавление приводит к образованию особого вида дефектов—надрывов. При последующем остывании соединения надрывы служат очагами возникновения холодных трещин,
Очевидно, что в том случае, когда температура плавления металла шва ниже температуры плавления основного металла, создаются условия для залечивания (заполнения) надрывов жидким металлом и соответствующего снижения опасности образования трещин. Характерный пример залечивания надрыва на кромках среднелегированной стали аустенитным металлом шва показан на рис. 10-14.
Высокая стойкость соединений легированных сталей с аустенитным и бейнитно-мартенситным швами против образования холодных околошовных трещин может быть обусловлена не только интенсивным нарастанием в них временных напряжений, как это было показано выше, но и низкой температурой плавления сварочных проволок.
 мартенситно-бейнитный шов мартенситно-бейнитный шов
 ферритно-перлитный шов ферритно-перлитный шов
 В такой же последовательности располагаются соединения с перечисленными швами и по стойкости против образования холодных трещин в околошовной зоне. В такой же последовательности располагаются соединения с перечисленными швами и по стойкости против образования холодных трещин в околошовной зоне.
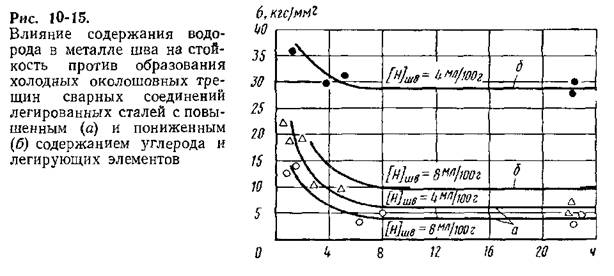
Уменьшение содержания водорода в основном металле и в металле шва. Понижение содержания водорода весьма эффективно предупреждает образование холодных трещин. Отрицательное влияние водорода наиболее сильно проявляется при сварке сталей с относительно низким содержанием углерода и легирующих элементов и соответственно низкой склонностью к образованию закалочных трещин.
Например, понижение содержания водорода в металле шва в 1,5—2 раза приводит к двукратному повышению стойкости соединений против образования трещин при сварке под флюсом стали 25ХГСА и весьма небольшому ее повышению при сварке стали 42Х2ГСНМА. Оценку стойкости сварных соединений против образования холодных трещин производили по кривым замедленного разрушения. Соответствующие кривые замедленного разрушения для сопоставляемых соединений приведены на рис. 10-15 (а— сталь 42Х2ГСНМА и б— сталь 25ХГСА).
Термообработка сварных соединений сразу же после окончания сварки. Термообработку следует производить в период от момента окончания сварки до момента, пока еще холодные трещины не возникли. В одних случаях это время составляет несколько десятков часов, в других — несколько минут.
Своевременная термообработка соединений может полностью устранить опасность образования холодных трещин. Дело в том, что закаленные стали после отпуска, особенно высокого, практически не снижают прочности при длительном статическом нагру-жении, т. е. они становятся несклонными к замедленному разрушению. Термообработку соединений сразу же после сварки можно осуществить при помощи индукционного или пламенного нагрева или же наложением дополнительного слоя с применением соответствующего режима сварки. Индукционный или пламенный нагрев сравнительно просто осуществить для соединений небольших толщин простой формы.
Для соединений больших толщин сложной формы, в которых наиболее вероятно образование трещин, целесообразнее
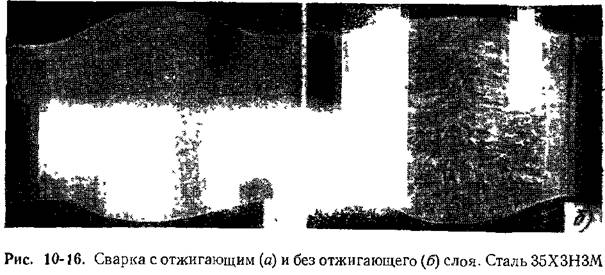
термообработка путем наложения дополнительного, так называемого отжигающего слоя. Сущность этого способа состоит в том, что многослойная сварка шва осуществляется с применением специальных режимов, обеспечивающих термообработку нижележащего слоя и околошовной зоны при наложении последующего слоя, близкой к высокому, но весьма кратковременному отпуску.
Положительный эффект достигается и в том случае, когда нижележащий слой околошовной зоны подвергается закалке, но без перегрева. Двухслойный стыковой шов, в котором второй слой обеспечил полную перекристаллизацию участка крупного зерна околошовной зоны от первого слоя, показан на рис. 10-16, а, Это соединение отличается от обычного (рис. 10-16, б) значительно большей стойкостью против околошовных трещин.
Если время до возникновения трещин измеряется часами, то возможно предотвратить образование трещин, прибегая к обычной печной термообработке.
|
