Технология электрической сварки металлов и сплавов плавлениемРегулирование термического цикла сварки
Регулировать сварочный термический цикл можно путем изменения режима сварки Для большинства марок среднелегированных сталей определение оптимальных режимов сварки позволяет резко повысить стойкость сварных соединений против образования холодных трещин и в ряде случаев полностью устранить их возникновение. Идеальный термический цикл, обеспечивающий наиболее высокую стойкость сварного соединения против образования холодных трещин, приведен на рис. 6-21.
Практическое осуществление циклов, близких к идеальному, при дуговой сварке сопряжено с применением весьма малопроизводительных режимов сварки, предварительного, сопутствующего и последующего подогревов. Следовательно, осуществление идеального цикла требует больших затрат труда и средств. При электрошлаковой сварке этот цикл вовсе неосуществим. В практике термические циклы, близкие к идеальным, применяют редко. Задача технолога-сварщика состоит в том, чтобы изыскать более производительные и менее дорогие методы борьбы с холодными трещинами, чем получение идеального термического цикла сварки.
Для повышения стойкости сварных соединений против образования холодных трещин необходимо замедлять охлаждение сварного соединения ниже точки Ах с целью смещения превращения переохлажденного аустенита в область высоких температур, а также предупреждать развитие перегрева в околошовной зоне и возникновение грубой столбчатой структуры в металле шва. Наиболее просто и экономично можно замедлить охлаждение ниже точки Лх, применяя мощные источники нагрева и низкие скорости сварки. Однако при этом развивается перегрев металла в околошовной зоне, а первичная структура металла шва

становится более грубой. Кроме того, не всякое замедление обеспечивает получение в сварных соединениях необходимой вторичной структуры, повышающей стойкость соединения против образования холодных трещин.
Влияние термического цикла на стойкость против образования холодных трещин следует определять с учетом особенностей превращения переохлажденного аустенита в металле сварного соединения. Рассмотрим термокинетические диаграммы, описывающие превращение аустенита при непрерывном охлаждении для двух типов среднелегированной стали I и II. Сталь I отличается от стали II пониженной восприимчивостью к закалке и повышенной стойкостью против образования трещин при сварке (рис. 10-5).
Термокинетические диаграммы строят в координатах время —-температура превращения. В этих координатах наносят семейство кривых охлаждения и на каждой кривой отмечают точки, соответствующие началу и концу превращения в каждой из характерных областей. Соединение этих точек линиями позволяет ограничить области превращения аустенита при непрерывном охлаждении. Ход превращения изучают дилатометрическим или магнитометрическим методом в сочетании с металлографическим исследованием образцов, подверженных закалке с определенной температуры. В последнее время для этой цели успешно применяют также и метод высокотемпературной металлографии.
На рис. 10-5 нанесены три кривые охлаждения, соответствующие режимам многослойной ручной дуговой сварки толстого металла (кривая /), многослойной сварки под флюсом толстого металла на мощных режимах (кривая 2) и однопроходной электро-
шлаковой сварки толстого металла (кривая 3). При сварке стали типа I превращение проходит в основном в мартенситной области только при охлаждении по кривой /. При охлаждении этой стали в соответствии с кривыми 2 и 3 превращение смещается соответственно в бейнитную и ферритоперлитную области.
В сварных соединениях из сталей типа I отколы образуются только при сварке на первом режиме. В соединениях, выполненных на режимах, соответствующих кривым 2 и 3, трещины возникают только при неблагоприятных условиях. При сварке стали типа II превращение переохлажденного аустенита проходит полностью в мартенситной области при охлаждении по кривым 1 и 2; при охлаждении по кривой 3 превращение аустенита захватывает бейнитную область. При сварке стали типа II на режимах по кривым 1 и 2 возникают отколы, причем образование трещин при сварке на режиме по кривой 2 может быть даже большим, чем при сварке на режиме по кривой /. В случае сварки на режиме по кривой 3 трещины возникают только при неблагоприятных условиях.
Следовательно, повышение погонной энергии сварки обычно целесообразно в случае сварки сравнительно низколегированных сталей типа I. При этом замедление охлаждения ниже точки Ах сопровождается благоприятными изменениями в ходе превращения переохлажденного аустенита, т. е. приводит к образованию структуры металла, способствующей повышению стойкости сварных соединений против образования трещин. Для сталей типа I благоприятное влияние этих изменений преобладает над отрицательным влиянием, обусловленным развитием перегрева при повышении погонной энергии сварки.
Для сталей типа II повышение погонной энергии сварки может быть даже вредным. Благоприятных структурных изменений, обусловленных смещением превращения переохлажденного аустенита в область высоких температур, при этом может не быть, а отрицательное влияние перегрева проявится более резко. Для сталей типа II целесообразны только режимы сварки, обеспечивающие значительно замедленное охлаждение сварных соединений в области температуры ниже точки Ах (например при электрошлаковой сварке), когда и в этих сталях происходит смещение превращения переохлажденного аустенита в область более высоких температур и получает особо существенное развитие самоотпуск мартенсита непосредственно в процессе охлаждения соединения.
В рассматриваемом случае процесс самоотпуска развивается вследствие значительного замедления охлаждения соединения при температурах порядка 300—150° С. Длительность пребывания сварного соединения при температурах 300—150° С в случае однопроходной электрошлаковой сварки в десятки раз больше, чем в случае дуговой многослойной сварки толстого металла.
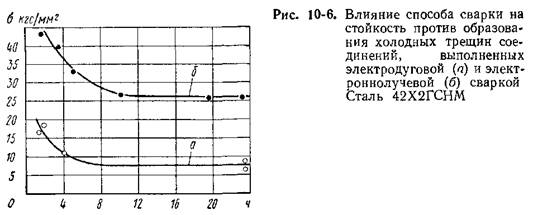
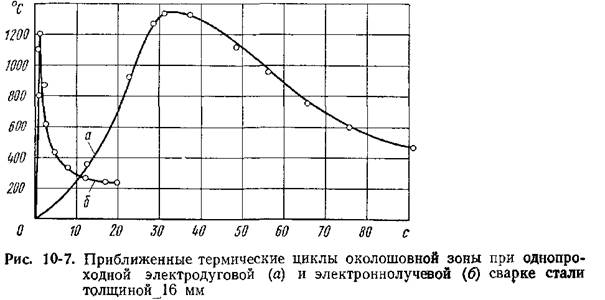
Из сопоставления данных, представленных на рис 10-6, следует, что электроннолучевые соединения по стойкости против холодных трещин значительно превосходят аналогичные соединения, выполненные дуговой сваркой под флюсом Время пребывания металла зоны при температурах перегрева в случае электроннолучевой сварки во много раз меньше, чем при сварке под флюсом (рис 10-7). По этому можно прийти к заключению, что причина отмеченного преимущества электроннолучевых соединений состоит в резком ограничении перегрева и кратковременной аустенитизации металла околошовной зоны.
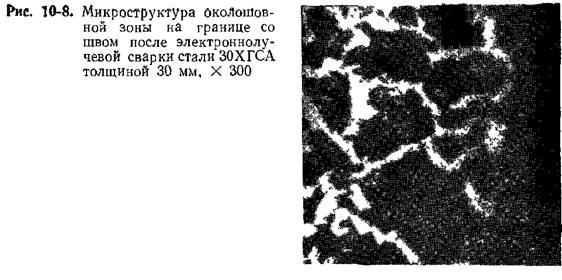
Как видно на рис. 10-8, при исходной феррито-перлитной структуре стали вторичное зерно у линии сплавления осталось практически таким же, как и в основном металле, т. е. перегрев отсутствует.
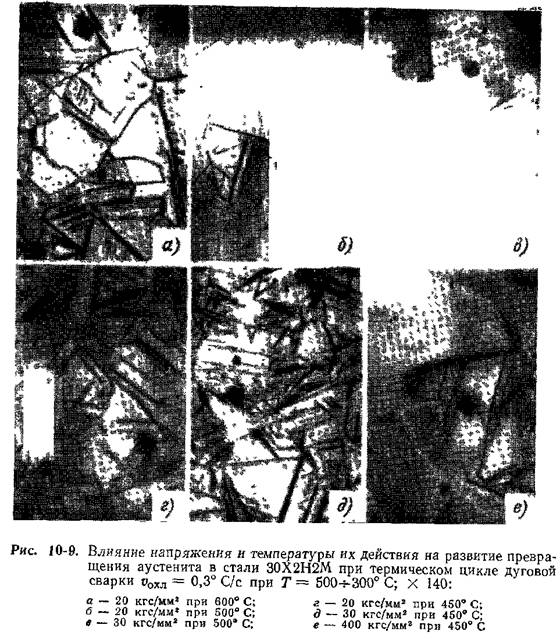
Влияние продолжительности аустенитизации на процесс превращения аустенита в стали 30Х2Н2М определяли при помощи высокотемпературной металлографии (рис. 10-9). В образцах этой стали, нагреваемых по термическому циклу электроннолучевой сварки, превращение переохлажденного аустенита в основном развивалось при высоких температурах вблизи точки Тм. При цикле дуговой сварки это превращение растягивается на значительный интервал температур, лежащий ниже этой точки.
Если стойкость сварных соединений против образования холодных трещин настолько низка, что избежать их появления путем соответствующего выбора режима сварки не удается, в отдельных случаях прибегают к регулированию термического цикла путем предварительного и сопутствующего подогревов свариваемых кромок. Особо высокую стойкость против образования трещин можно получить, применяя предварительный подогрев до температуры 200—300° С и режимы сварки с низкой погонной энергией. Соблюдение этих условий приближает реальный термический цикл сварки к идеальному.
Однако для широко применяемых среднелегированных сталей даже большой толщины достаточную стойкость против образования холодных трещин можно получить при использовании подогрева до температуры 150—200° С и сравнительно высоких режимов сварки. Так, например, в случае автоматической сварки под флюсом сталей, приведенных в табл. 10-7, подогрев до температуры 200° С оказывается достаточным для предупреждения холодных трещин.
Предварительный подогрев свариваемых кромок целесообразно осуществлять с помощью индукторов, питающихся электрическим током промышленной частоты. Соединения из металла сравнительно небольших толщин можно подогревать газовым пламенем. При сварке металла средних и больших толщин в ряде случаев образование холодных трещин можно предотвратить путем разогрева области шва до температуры 100—150° С в процессе наложения слоев с минимальным перерывом между ними, а также применяя каскадный и блочный приемы сварки. В этом отношении весьма эффективна также многодуговая автоматическая сварка в защитных газах при большом расстоянии между дугами.
Оптимальный термический цикл сварки (режим сварки и подогрева), при котором для стали данного состава обеспечивается отсутствие холодных трещин и малопластичных структур в околошовной зоне, можно также определять расчетным путем. Расчет режима сварки ведут для того, чтобы обеспечить завершение превращения аустенита в перлитной области с образованием стойких против холодных трещин структур.
Однако такой расчет весьма приближенный, так как основан на экспериментальных данных о превращениях переохлажденного аустенита, не "учитывающих особенностей, вносимых в это превращение сваркой. В частности, важны особые условия аусте-нитизации и воздействия временных напряжений и т. п. К тому же режим такого рода можно пытаться рассчитать только для сталей, отличающихся низкой восприимчивостью к закалке, когда изменением режима можно перевести превращение в перлитную область. Для сталей, у которых при всех практически осуществимых режимах сварки превращение проходит в основном в мар-тенситной области, нельзя выдержать основное условие расчета и, следовательно, нельзя рассчитать требуемый режим сварки,
|
