Технология электрической сварки металлов и сплавов плавлениемТехнология сварки в защитных газах
Это в основном полуавтоматическая сварка в углекислом газе. Технология сварки низколегированных сталей в углекислом газе практически ничем не отличается от технологии сварки низкоуглеродистой стали, На практике применяют те же сварочные материалы, что и для сварки низкоуглеродистой стали. Так, стали 15ХСНД, 14ХГС и 10ХСНД сваривают сварочной проволокой Св-08Г2С. При однослойной сварке и сварке не более чем в два-три слоя можно применять проволоку Св- 12ГС.
Полуавтоматическую сварку в углекислом газе выполняют также порошковыми проволоками ПП-АН4 и ПП-АН8. Проволоку ПП-АН8 можно использовать и при автоматической сварке. Щвы, сраренные проволокой ПП-АН8, например на стали 09Г2,
равнопрочны Основному металлу и имеют повышенные пластические характеристики.
Для повышения коррозионной стойкости сварных соединений в морской воде применяют сварочную проволоку Св-08ХГ2С, обеспечивающую дополнительное легирование металла шва хромом.
Технология электрошлаковой сварки. Наиболее применима электрошлаковая сварка при изготовлении крупногабаритных изделий из низколегированных сталей 09Г2С, 16ГС, 15ХСНД и 14Г2 толщиной 30—100 мм, а в ряде случаев толщиной до 160 мм. Сварку ведут с применением флюса АН-8 проволоками Св-08ГС, Св-10Г2, реже Св-12ГС. Металл шва, выполненный проволоками Св-08А и Св-08ГА, менее прочен, чем основной металл.
Применение усовершенствованных режимов позволяет часто отказаться от высокотемпературной термообработки (нормализации) сварных конструкций, выполненных электрошлаковой сваркой. Так, например, сталь 16ГС толщиной 50 мм сваривается при ускоренной подаче сварочной проволоки с увеличенной скоростью поперечных перемещений электрода и большим временем выдержки у ползунов. Примерный режим сварки следующий:
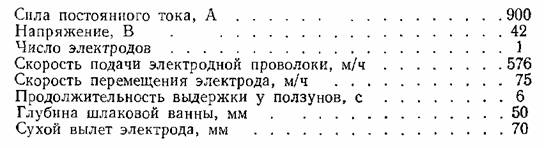
Принятый режим перемещения электрода способствует выравниванию глубины сварочной ванны по толщине металла. В связи с этим скорость подачи сварочной проволоки может быть значительно повышена без опасности образования в швах кристаллизационных трещин. В свою очередь, увеличение подачи проволоки и, следовательно, скорости сварки уменьшает перегрев околошовной зоны. Свойства сварных соединений стали 16ГС, выполненных проволокой Св-10Г2 под флюсом АН-8 на указанном режиме и после отпуска при температуре 650° С, практически такие же, как и при дуговой сварке металла равной толщины.
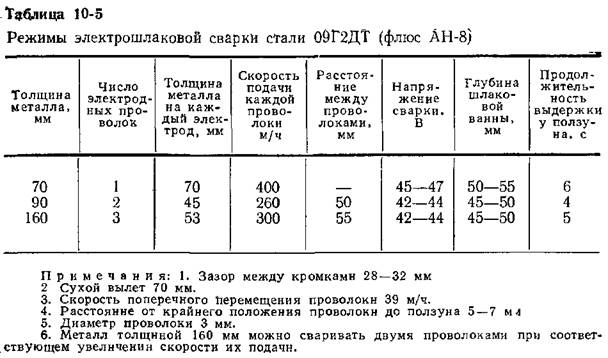
В табл. 10-5 приведены типичные режимы сварки низколегированной стали с пониженным содержанием углерода (например 09Г2ДТ). Сварку такой стали на приведенных режимах также можно выполнять без нормализации сварных соединений.
Технология сварки низколегированных теплоустойчивых сталей. Детали эксплуатируемых в энергостроении машин обычно характеризуются сложностью формы, разнообразием конструктивных решений и индивидуальным характером производства. Поэтому наиболее широкое применение находит ручная сварка
покрытыми электродами и полуавтоматическая сварка в защитных газах и реже автоматическая сварка под флюсом.
Работа конструкций при высоких температурах способствует протеканию диффузионных процессов. Для того чтобы снизить интенсивность этих процессов в сварном соединении, стремятся максимально приблизить состав металла шва к составу основного металла. Для сварки хромомолибденовых сталей (12ХМ, 15ХМ, 20ХМЛ) применяют электроды типа ЭМХ по ГОСТ 9467—60. Наибольшее распространение получили электроды с рудно-кяслым покрытием ЦП-14 и электроды ГЛ-14 с фтористо-каль-"циевым покрытием. Электроды последней марки изготовляют из проволоки Св-08ХМ.
Хромомолибденовые стали с малым содержанием углерода (сталь 12ХМ) рекомендуется сваривать с предварительным подогревом до 200° С. При более высоком содержании в стали углерода температуру предварительного подогрева повышают до 250— 300° С.
Хромомолибденованадиевые стали (20ХМФЛ, 12Х1МФ, 15Х1М1Ф) сваривают электродами ЦЛ-20-63 (тип ЭХМФ) со стержнем из проволоки Св-08ХМФА. В этом случае необходим предварительный и сопутствующий подогрев до 300—350° С. После сварки сварные соединения подвергают высокому отпуску при температуре 700—740° С в течение 2—3 ч.
При сварке в углекислом газе стали 15ХМ и 20ХМ применяют гсварочную проволоку Св-10ХГ2СМА, состав которой приведен в §7-1. При использовании этой проволоки прочностные и пластические свойства сварных соединений в интервале температур 20— "525° С практически не отличаются от свойств основного металла.
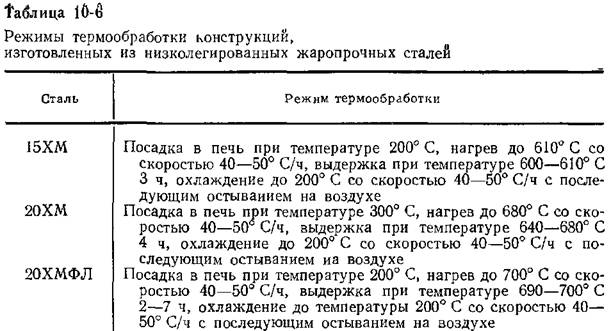
Автоматическую и полуавтоматическую сварку этих сталей в углекислом газе проводят с предварительным подогревом до температуры 250—300° С. Режимы сварки практически не отличаются от режимов сварки низкоуглеродистой стали. После сварки проводят высокий отпуск конструкции (табл. 10-6).
Теплоустойчивую сталь 20ХМФЛ сваривают в углекислом газе проволокой Св-08ХГСМФА с предварительным и сопутствующим подогревом до температуры 300—350° С, что обеспечивает повышение стойкости шва против трещин и снижение твердости металла шва и околошовной зоны. После окончания сварки конструкцию подвергают термообработке по режиму, приведенному в табл. 10-6 (по данным Б. С. Касаткина). Сварное соединение стали 20ХМФЛ, выполненное в углекислом газе проволокой Св-08ХГСМФА, по всем показателям равноценно основному металлу.
Автоматическую и полуавтоматическую сварку в углекислом газе сталей 12Х1МФ и 15Х1М1Ф осуществляют проволокой Св-08ХГСМФА с предварительным и сопутствующим подогревом до температуры 250—300° С. После сварки производят высокий отпуск при температуре 70^—740° С.
При сварке под флюсом теплоустойчивых сталей, например 12Х1МФ и 15Х1М1Ф, рекомендуется применять проволоку Св-08ХМФА и флюс Ah-22. Сварку осуществляют с предварительным подогревом. Можно использовать также флюс АН-17М в сочетании с кремнемарганцовистой проволокой Св-08ХГСМФА. При указанном сочетании сварочных материалов обеспечивается получение металла шва, кратковременные и длительные механические свойства которого (в состоянии после высокого отпуска) при температуре 20—585° С полностью удовлетворяют установленным требованиям.
|
