Технология электрической сварки металлов и сплавов плавлениемНизкоуглеродистые конструкционные стали
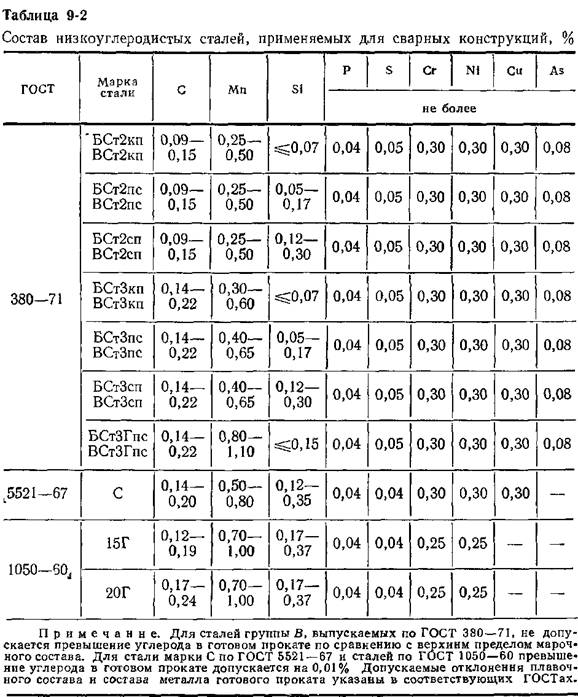
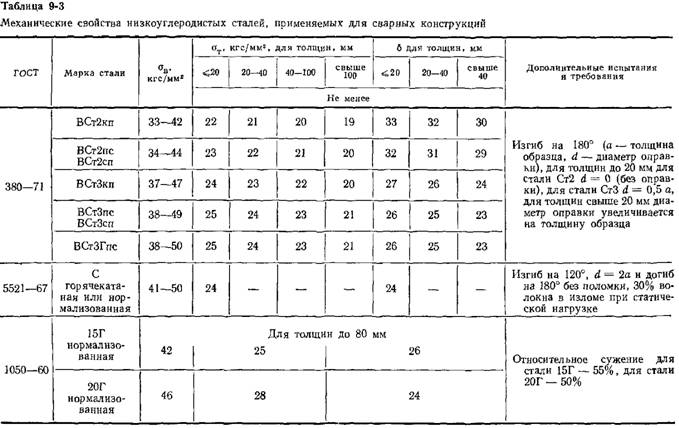
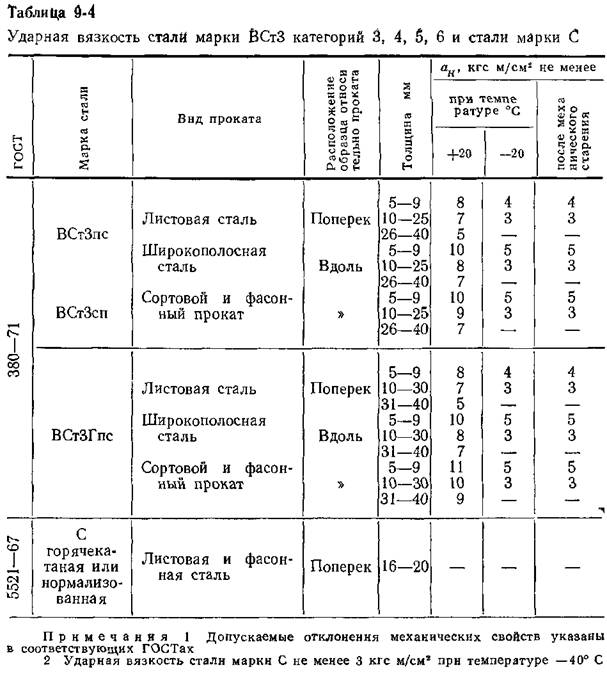
Краткие сведения о составе и свойствах сталей. К низко-углеродистым конструкционным сталям, из которых в настоящее время изготовляют большинство сварных конструкций, по принятой в сварочной технике классификации относят стали с содержанием до 0,25% С. Данные о составе и свойствах некоторых низкоуглеродистых конструкционных сталей, широко применяемых для изготовления сварных конструкций в виде листов и фасонного проката, приведены в табл. 9-2, 9-3 и 9-4. Примерно такой же состав имеют низкоуглеродистое стальное литье и поковки, применяемые для изготовления сварно-литых и сварно-кованых конструкций.
Особенности сварки. Низкоуглеродистые стали относятся к числу хорошо сваривающихся металлов. Для этих сталей технологию сварки выбирают из условий обеспечения комплекса
требований, главные из которых достижение равнопрочности сварного соединения с основным металлом и отсутствие дефектов в сварном соединении. Для этого механические свойства металла шва, околошовной зоны и сварного соединения в целом должны быть не ниже минимальных механических свойств основного металла. В ряде случаев с учетом конкретных условий работы конструкции допускается снижение требований к отдельным показателям механических свойств сварного соединения по сравнению с требованиями, предъявляемыми к основному металлу.
В металле швов не должно быть трещин, непроваров, пор, подрезов и других дефектов, они должны иметь требуемые по
чертежу размеры и форму. Сварное соединение должно быть стойким против перехода в хрупкое состояние (см § 34) Изменение формы и размеров (деформация) конструкции должно находиться в допустимых, не отражающихся на ее работоспособности пределах
В некоторых случаях дополнительно вводят требования высокой коррозионной стойкости сварных соединений, их работоспособности в условиях вибрационных и ударных нагрузок, повышенных или пониженных температур и другие специальные требования
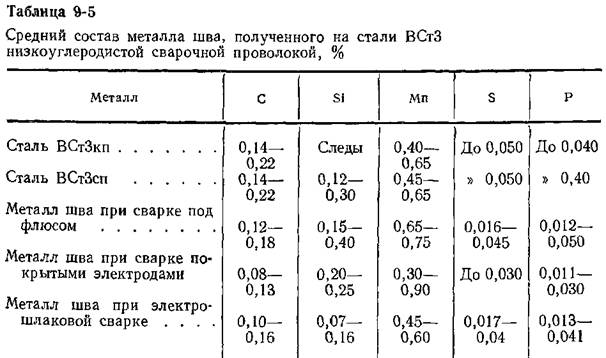
Механические свойства металла шва и сварного соединения зависят от его структуры, определяемой химическим составом, условиями остывания сварной конструкции и термообработкой. При сварке низкоуглеродистой стали металл шва незначительно отличается fro составу от основного металла. Это отлитие в Основном сводится к снижению содержания в металле шва углерода (так как металл электродного стержня или электродной проволоки содержит меньше углерода, чем основной металл) и повышению содержания марганца и кремния (табл. 9-5).
Снижение прочности металла шва вследствие уменьшения содержания в нем углерода при дуговой сварке полностью компенсируется за счет увеличения скорости его остывания и легирования металла через проволоку, покрытие или флюс марганцем и кремнием. В сварочной практике обеспечение равнопрочности металла шва при дуговой сварке низкоуглеродистой стали не вызывает затруднений. При электрошлаковой сварке для обеспечения равнопрочности металла шва с основным металлом обычно применяют низколегированную проволоку марки Св-10Г2.
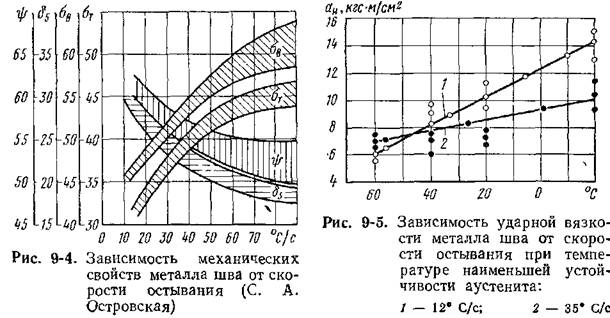
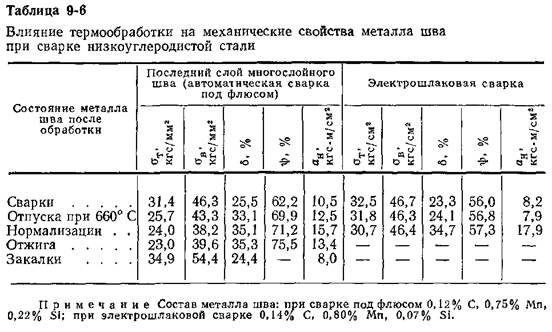
Остановимся несколько более подробно на влиянии скорости остывания на механические свойства металла шва. Изменение скорости остывания вызывает изменение количества и строения перлитной фазы (рис. 9-3), что существенно сказывается на механических свойствах металла шва (рис. 9-4). Увеличение скорости остывания приводит к возрастанию предела текучести и временного сопротивления и к снижению относительного удлинения и относительного сужения металла шва. Под влиянием скорости остывания изменяется также ударная вязкость металла шва (рис. 9-5). Увеличение скорости остывания приводит к уменьшению ударной вязкости при комнатной температуре. Однако критическая температура перехода в хрупкое состояние практически не изменяется.
Скорость остывания металла шва определяется толщиной свариваемого металла, режимом сварки и начальной температурой
изделия. Изменение механических свойств металла шва связано не только со скоростью остывания, но и с пластической деформацией, возникающей в нем под воздействием сварочных напряжений и вызывающей заметное повышение предела текучести.
Влияние скорости остывания в наибольшей степени проявляется при дуговой сварке однослойных угловых швов, а также последнего слоя многослойных стыковых и угловых швов на толстом металле при перерыве между наложением отдельных слоев, во время которого металл шва предыдущего слоя успел остыть до температуры окружающей среды. При однослойной сварке стыковых швов с увеличением толщины основного металла для
обеспечения полного провара соединяемых деталей необходимо увеличить силу тока. Поэтому скорость остывания металла шва с увеличением толщины основного металла изменяется мало.
Металл многослойного шва, особенно при сварке покрытыми электродами, обладает более низкой критической температурой перехода в хрупкое состояние, чем металл однослойного шва. Это связано в основном с измельчением структуры металла шва под воздействием теплоты, выделяемой при наложении последующих слоев. Термическое воздействие повторного нагрева сходно с воздействием, оказываемым нормализацией.
При электрошлаковой сварке стыковых швов и угловых швов с полным проваром стенки скорость остывания невелика, поэтому изменение режима не оказывает заметного влияния на механические свойства металла шва.
Для получения при дуговой сварке металла шва, не уступающего по пластическим свойствам основному металлу, сечение углового шва или слоя при многослойной сварке следует назначать в зависимости от толщины свариваемого металла. Зависимость между толщиной металла и режимом сварки, при котором обеспечивается необходимая пластичность металла шва, устанавливается опытным путем и определяется видом и способом сварки.
Механические свойства металла околошовной зоны при сварке низкоуглеродистых сталей претерпевают некоторые изменения по сравнению со свойствами основного металла. Характер этих изменений зависит от конкретных условий сварки. При всех видах дуговой сварки изменение свойств основного металла сводится к его незначительному упрочнению в зоне перегрева. При электрошлаковой сварке на этом участке, как правило, образуется вид-манштеттовая крупнозернистая структура, существенно снижающая ударную вязкость металла. Заметных изменений прочностных свойств металла не происходит. При дуговой сварке образование видманштеттовой структуры на этом участке околошовной зоны наблюдается значительно реже. При сварке стареющих, например кипящих и полуспокойных низкоуглеродистых сталей, на участке рекристаллизации околошовной зоны возможно снижение ударной вязкости металла, что при неблагоприятных условиях может привести к снижению надежности конструкции.
Металл околошовной зоны охрупчивается более интенсивно при сварке многослойными швами, чем при однослойной сварке. Это связано с многократно протекающими процессами старения. Конструкции из низкоуглеродистой стали в некоторых случаях подвергают термообработке после сварки. Задача термообработки обычно сводится к снятию сварочных напряжений (для чего проводят высокий отпуск конструкции) или к выравниванию свойств и улучшению структуры отдельных участков сварного соединения. Для этого проводят нормализацию конструкции (нагрев до температуры 900—940° С, остывание на воздухе) с последующим высоким отпуском.
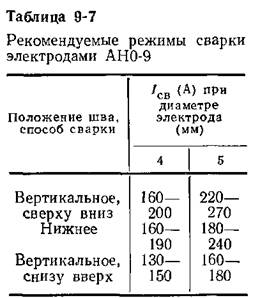
При дуговой сварке угловых однослойных швов и многослойных швов с перерывом в наложении отдельных слоев все виды термообработки (кроме закалки) приводят к снижению прочностных и повышению пластических свойств металла шва (табл. 9-6). Это обусловлено более медленным остыванием металла шва при термообработке, чем в условиях термического цикла сварки. При сварке однослойных стыковых швов и многослойных стыковых и угловых швов, свариваемых короткими секциями без перерыва между наложением отдельных слоев, влияние термообработки сказывается в меньшей степени. Это связано с меньшей разницей в скоростях остывания при термообработке и при сварке.
При электрошлаковой сварке термообработка, как это видно из табл. 9-6, мало сказывается на прочностных и пластических свойствах металла шва, но приводит (при нормализации) к резкому возрастанию ударной вязкости. Неизменность прочностных и пластических свойств в данном случае определяется близостью скоростей остывания металла шва в условиях термического цикла сварки и при термообработке.
Образование пор, непроваров, подрезов, наплывов и прожогов при сварке низкоуглеродистых сталей рассмотрено в гл. 6. Швы, сваренные на низкоуглеродистых сталях всеми видами и способами сварки плавлением, обладают вполне удовлетворительной стойкостью против образования кристаллизационных трещин, что обусловливается низким содержанием в основном металле и, следовательно, в металле шва, углерода. Однако при сварке низкоуглеродистой стали, содержащей углерод по верхнему пределу (0,21—0,25%), возможно образование кристаллизационных трещин главным образом в угловых швах, первом слое многослойного
стыкового шва, односторонних швах с полным проваром кромок и первом слое стыкового шва, сваренного с обязательным зазором. Трещины в этих случаях в большинстве своем связаны с неблагоприятной формой провара (см. § 6-2) и повышенным содержанием углерода. Низкоуглеродистая сталь сваривается практически всеми видами и способами сварки плавлением.
Сварка покрытыми электродами и порошковой проволокой. Большой объем сварки выполняется вручную покрытыми электродами. В зависимости от прочностных показателей свариваемой стали и требований к сварной конструкции назначается тип электродов (§ 7-3). Наиболее широкое применение в последние годы для сварки конструкций из низкоуглеродистых сталей получили электроды типа Э46Т с рутиловым покрытием (АНО-3, АНО-4, ОЗС-4, МР-3 и др.). Эти электроды благодаря более благоприятным гигиеническим характеристикам и высоким технологическим свойствам вытесняют электроды с руднокислым покрытием (ОММ-5, ЦМ7 и др.).
г Для особо ответственных сварных конструкций применяют электроды с фтористо-кальциевым и фтористо-кальциеворутило-вым покрытием типа Э42А, например марок УОНИ-13/45 и СМ-11, обеспечивающие повышенную стойкость металла шва против кристаллизационных трещин и более высокие пластические свойства.
Недостатком электродов УОНИ-13/45 является необходимость проведения сварки только постоянным током (обратная полярность), а также пониженная стойкость против образования в металле шва пор при наличии ржавчины на кромках или увлажнении покрытия. Электроды СМ-11 в отличие от электродов УОНИ-13/45 пригодны для сварки не только постоянным, но и переменным током.
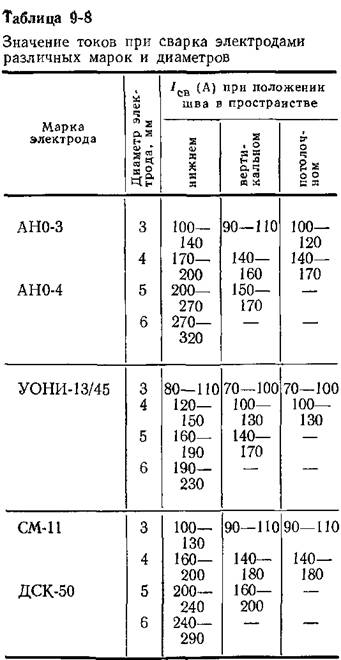
Широкое применение находят высокопроизводительные электроды с железным порошком в покрытии и электроды для сварки с глубоким проваром (АНО-5 и др.). Данные о составе и свойствах электродов этих типов приведены в §7-3. Для высокопроизводительной сварки вертикальных швов способом сверху вниз используют электроды АНО-9 (тип Э50АФ). Сварку ведут методом опирания, ток переменной или постоянной обратной полярности. Электроды с таким покрытием пригодны также и для сварки в других пространственных положениях (табл. 9-7).
Механические свойства металла швов, сваренных покрытыми электродами, как правило, не уступают основному металлу и в зависимости от типа покрытия и от условий сварки изменяются в широких пределах.
Наряду с отечественными марками электродов при сварке низкоуглеродистой стали в СССР применяются зарубежные электроды.
Конструкции из низкоуглеродистой стали подготавливают под сварку в соответствии с общими положениями, приведенными в §5-3. Режим сварки низкоуглеродистой стали выбирают в зависимости от толщины свариваемого металла и типа шва (однослойный, многослойный):

В табл. 9-8 приведены данные для выбора оптимального значения тока при сварке электродами различных марок и диаметров. Род и полярность тока выбирают исходя из особенностей электродного покрытия. При ручной дуговой сварке низкоуглеродистых сталей на всех практически применяемых режимах обеспечиваются достаточно высокие пластические свойства металла околошовной зоны. Поэтому в большинстве случаев не требуется применения специальных технологических мер, направленных на предотвращение образования на этом участке закалочных структур. Однако при сварке угловых швов на толстом металле и сварке первого слоя многослойного шва рекомендуется предварительный подогрев свариваемых деталей до температуры 120—150° С, что обеспечивает повышение стойкости металла шва против кристаллизационных трещин.
При исправлении дефектных участков швом малого сечения (беглым швом) в связи со значительными скоростями остывания металла этот подварочный шов обладает пониженными пластическими свойствами. Поэтому подварку дефектных участков следует производить швами нормального сечения длиной не менее 100 мм.
Для уменьшения скорости охлаждения перед исправлением дефектного участка рекомендуется местный подогрев примерно до температуры 150° С. Подогрев можно производить любым способом. Менее эффективны последующие местный отпуск или нормализация ремонтировавшегося участка шва. Наличие непереваренных прихваток и мест с подваркой беглым швом резко снижает пластичность металла на этом участке и может привести к понижению эксплуатационной надежности конструкции.
Механизированные способы сварки покрытыми электродами применяются в СССР в ограниченном объеме. Наряду с этим получила распространение полуавтоматическая и автоматическая сварка порошковыми проволоками. Сварка выполняется с помощью серийных полуавтоматов.
Порошковая проволока марки ПП-АНЗ применяется для сварки металла толщиной более 5 мм (постоянный ток, обратная полярность, жесткая характеристика источника питания). Металл шва соответствует требованиям, предъявляемым к электродам типа Э50А (режимы сварки см. на рис. 9-6).
|
