Технология электрической сварки металлов и сплавов плавлениемОсновные требования к источникам питания шлаковой ванны
Шлаковую ванну можно рассматривать как инерционное нелинейное активное сопротивление. Однако в связи с ее высокой тепловой инерционностью нелинейность не отражается на мгновенных значениях тока и напряжения.
Статическая вольт-амперная характеристика шлаковой ванны при постоянном расстоянии между концом электрода и ванны представляет собой падающую кривую (рис. 8-49), что объясняется зависимостью проводимости шлака от его температуры. Форма вольт-амперной характеристики при постоянной скорости подачи электродной проволоки имеет такой же вид, как и при дуговой сварке (рис. 8-50), т. е. каждой скорости подачи соответствует определенный интервал значений токов, в котором плавление электродной проволоки происходит устойчиво. Поэтому для интенсификации саморегулирования процесса плавления электрода применяют (как и при дуговой сварке) источники питания переменным или постоянным током с жесткими внешними характеристиками. Возможность применения источников переменного тока с жесткими характеристиками обусловлена тем, что шлаковая
ванна представляет собой активное сопротивление и перемена направления тока в ней не сопряжена с какими-либо дополнительными явлениями вроде повторного возбуждения дуги.
Трансформаторы с жесткими внешними характеристиками обладают, по сравнению с трансформаторами с падающими характеристиками для дуговой сварки, меньшей массой при более высоком к. п. д. и близким к единице коэффициентом мощности. Сварка толстого металла несколькими электродами позволяет применять трехфазные трансформаторы с равномерной загрузкой питающей сети.
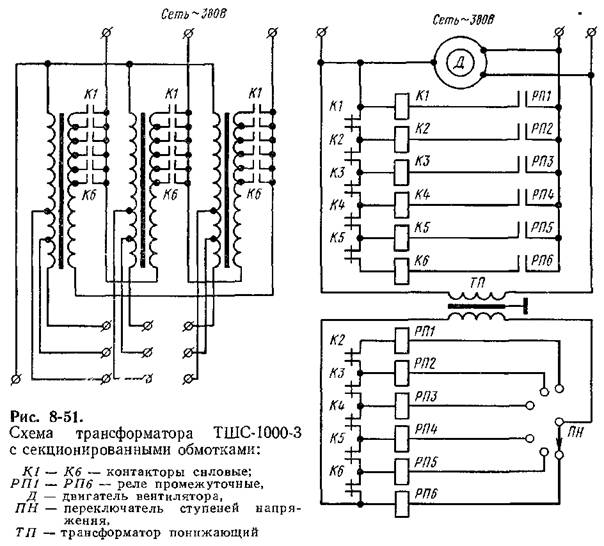
Основная особенность трансформаторов для электрошлаковой сварки — широкий диапазон регулирования вторичного напряжения. По способам регулирования напряжения трансформаторы можно разделить на три группы: с секционированными обмотками (рис. 8-51); с дополнительными регулировочными (вольтодобавоч-ными) трансформаторами малой мощности; с плавным регулированием напряжения при помощи магнитной коммутации. Переключение секционированных обмоток или вольто добавочных трансформаторов можно выполнять при помощи контакторов, контролеров или других приспособлений одновременно во всех фазах или в каждой фазе раздельно (табл. 8-8). В качестве

источников постоянного тока могут быть использованы преобразователи или выпрямители с жесткими характеристиками.
Аппаратура для автоматической и полуавтоматической электрошлаковой сварки. Электрошлаковая сварка вертикальных швов предусматривает одновременное выполнение следующих операций: нагрев шлаковой ванной свариваемых кромок и присадочного материала до температуры их плавления; подачу в зазор между кромкой электродного и дополнительного металла; подвод к электроду сварочного тока; удерживание сварочной ванны в зазоре; перемещение источника нагрева и формирующих устройств по мере образования шва; возвратно-поступательное перемещение источника нагрева в зазоре для равномерного проплавления кромок толстого металла и др. Указанные операции выполняет комплекс механизмов, образующих сварочный аппарат. В зависимости от назначения и от степени механизации такой аппарат может содержать механизмы, способные выполнять все перечисленные функции (автоматическая сварка) или только некоторые из них (полуавтоматическая сварка).
Как и для дуговой сварки, рассматриваемые в настоящем разделе аппараты по способу перемещения разделяются на самоходные (рельсовые и безрельсовые) и подвесные (рис. 8-52). Конструкция сварочного аппарата зависит также от типа электрода: для сварки проволочными и пластинчатыми электродами или плавящимся мундштуком. Многие элементы аппаратов аналогичны устройствам того же назначения в аппаратах для дуговой сварки.
|
