Дефекты сварных швов и соединенийТрещина в кратере (104; Ес )
Трещина в кратере сварного шва. Может быть продольной (1045), поперечной (1046), звездообразной (1047)
Недопустима, так как при заварке может остаться незаваренная часть трещины
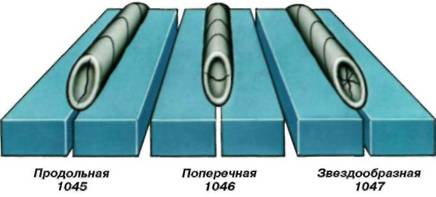
Внешние признаки: разрывы металла кратера вдоль (1045), поперек (1046) и в различных направлениях из одной точки (1047). Дефект виден невооруженным глазом или через лупу небольшого (2-4х) увеличения при визуальном контроле.
Процесс возникновения:
Когда металл кратера еще находится в жидко-твердом состоянии, под действием сварочных напряжений возникает разрыв металла шва по линиям эвтектик - легкоплавких соединений, расположенных между кристаллами.
Причины возникновения
продольная трещина (1045) возникает при чрезмерных поперечных напряжениях;
поперечная трещина (1046) образуется под действием продольных напряжений;
звездообразная трещина (1047) появляется, когда возникают сварочные напряжения, действующие в различных направлениях.
Способы предепреждения
Перед сваркой:
применять кондукторы и сборочные приспособления, снижающие уровень сварочных напряжений;
необходимо использовать технологические процессы сварки, обеспечивающие минимальный уровень сварочных напряжений
применять сварочные материалы, снижающие размеры кристаллитов в металле шва.
Во время сварки:
правильно заваривать кратер;
обеспечивать снижение тепловой мощности источника нагрева при окончании сварки.
После сварки:
дать остыть металлу кратера, не вынимая конструкцию из зажимного приспособления.
Способ устранения
Место образования трещины удалить шлифовальным инструментом. Образовавшуюся полость заварить заново.
|
