Дефекты сварных швов и соединенийПрожог (510)
ВЫТЕКАНИЕ МЕТАЛЛА сварочной ванны, в результате чего образуется сквозное отверстие в сварном шве
НЕДОПУСТИМ , так как нарушает сплошность сварного шва
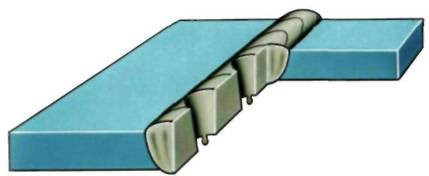
Внешние признаки: сквозные отверстия или полости, образованные вследствие расплава сварочной ванны.
Процесс возникновения:
В сварочной ванне образуется чрезмерный объем жидкого металла. Он не удерживается силами поверхностного натяжения и самопроизвольно вытекает из шва.
Причины возникновения
химическая неоднородность свариваемого металла:
завышенная сила тока при недостаточной скорости сварки;
некачественная сборка стыка под сварку (под свариваемый шов плохо поджата флюсовая подушка или медная подкладка), чрезмерные зазоры;
низкая квалификация сварщика.
Способы предепреждения Перед сваркой:
использовать специальные под кладки (остающиеся и не остающиеся);
оптимизировать режим сварки по скорости и мощности источника нагрева;
применять кантователи , вращатели для выбора пространственного положения, исключающего прожог.
Во время сварки:
применять импульсно-дуговые режимы сварки;
вести дуговую сварку углом вперед. а газовую левым способом;
строго соблюдать постоянство зазора в стыке.
Способ устранения Место прожога очистить от окалины и натеков, подготовить с помощью шлифовального инструмента и подварить повторно.
|
