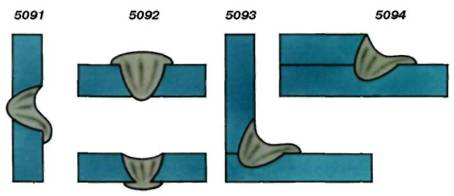
Дефекты сварных швов и соединенийНатек (509)
МЕТАЛЛ ШВА, осевший от тяжести и не сплавленный с соединяемой поверхностью, при горизонтальном (5091), нижнем или потолочном (5092) положении сварки, в утоеом шве (5093), в нахлесточном соединении (5094)
ДОПУСТИМ на неответственных конструкциях |
НЕДОПУСТИМ на ответственных конструкциях, поднадзорных органам технического надзора
Внешние признаки: расплавленный металл сварочной ванны натек на одну из кромок без сплавления с ней, что привело к дефекту формообразования.
Процесс возникновения:
Во время образования жидкой сварочной ванны расплавленный металл под действием силы тяжести натекает на основной металл.
Причины возникновения
неблагоприятное пространственное положение при сварке;
высокая жидкотекучесть металла сварочной ванны;
применение сварочных материалов с низкой вязкостью шлака;
низкая квалификация сварщика;
нарушение режима сварки и технологического процесса изготовления конструкции.
Способы предепреждения Перед сваркой:
применять кантователи , вращатели для формирования шва в удобном пространственном положении;
использовать сварочные материалы с повышенной вязкостью шлака;
применять импульсно-дуговые способы сварки.
Во время сварки:
вести сварку на минимальной погонной энергии;
не допускать большого объема сварочной ванны.
Способ устранения
Недостающий металл поверхности шва наплавить дополнительно. Натек удалить шлифовальным инструментом.
|
