Дефекты сварных швов и соединенийПревышение выпуклости стыкового шва (502)
ИЗБЫТОК наплавленного металла на лицевой стороне стыкового шва сверх установленного значения
Допустимо на неответственных конструкциях 1
Не допустимо на ответственных конструкциях, так как является концентратором напряжения
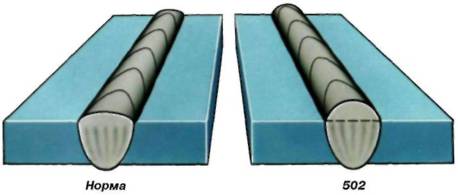
Внешние признаки: выпуклость сварного шва превышает 2-3 мм над уровнем основного металла.
Процесс возникновения: При формировании шва избыток металла кристаллизуется в центре сварочной ванны в виде выпуклости. п ревышающей допустимые значения.
Причины возникновения
малая скорость сварки;
низкая квалификация сварщика;
сварка углом назад конструкций с малой толщиной стенки;
неправильный выбор параметров режима сварки;
неудобное пространственное положение при сварке;
однопроходная сварка в узкую разделку.
Способы предепреждения
Перед сваркой:
выбрать оптимальные параметры режима сварки;
вести сварку в положении, удобном для формирования шва нужных размеров;
правильно разделать кромки в соответствии с толщиной металла.
Во время сварки:
не снижать скорость сварки;
не допускать манипулирования электродом, переходя на сварку углом назад;
выдерживать оптимальный режим сварки.
Способ устранения
Чрезмерную выпуклость удалить шлифовальным инструментом.
|
