Дефекты сварных швов и соединенийПодрез перемежающийся локальный (5012; P )
ПРОДОЛЬНОЕ УГЛУБЛЕНИЕ отдельными участками на наружной поверхности валика сварного шва НЕДОПУСТИМ , так как является концентратором напряжения
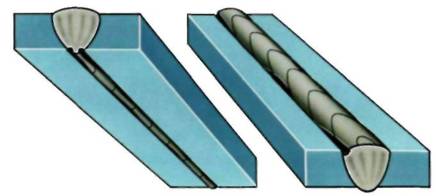
Внешние признаки: локальные углубления в некоторых местах шва по линии сплавления металла шва с основным металлом.
Процесс возникновения:
Жидкий металл периодически вытесняется в центр сварочной ванны. Высокая скорость кристаллизации и низкая смачиваемость препятствуют растеканию металла в границах расплавления.
Причины возникновения
плохая зачистка свариваемых кромок;
завышенная сила тока;
низкая квалификация сварщика:
нестабильность параметров режима сварки;
химическая неоднородность основного металла.
Способы предепреждения
Перед сваркой:
подогревать свариваемые кромки;
использовать сварочные материалы, улучшающие смачиваемость расплава;
использовать приспособления для формирования шва в оптимальном пространственном положении.
Во время сварки:
вести сварку наклонным электродом углом вперед;
точно ориентировать электрод по оси шва и длине дуги;
использовать инверторный источник питания.
Способ устранения
Место подреза зачищают и подваривают шов.
|
