Дефекты сварных швов и соединений Трещины (100; е)
Несплошность, вызванная местным разрушением шва и его охлаждением, либо действием нагрузок
Недопустимы, так как являются концентратором напряжения и очагом разрушения
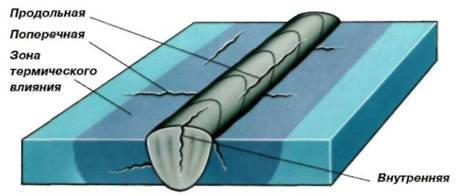
Внешние признаки: разрывы металла по границам кристаллизующихся зерен или по самим кристаллам металла сварного соединения. Дефект виден невооруженным глазом или через лупу небольшого (2-4х) увеличения при визуальном контроле.
Процесс возникновения: Горячие трещины возникают в результате растягивающих напряжений, появляющихся во время охлаждения сварного соединения. Трещины в околошовной зоне или в основном металле относятся к холодным трещинам и имеют закалочное, водородное или смешанное происхождение.
Причины возникновения
высокие сварочные напряжения, возникающие при кристаллизации;
повышенная жесткость свариваемой конструкции;
неправильная форма шва из-за несоблюдения режима сварки;
повышенное содержание углерода в основном металле;
резкое охлаждение конструкции.
Способы предепреждения
Перед сваркой:
правильно выбрать основной металл и сварочные материалы;
выбрать оптимальный режим;
использовать приспособления для снижения напряжений, возникающих при сварке.
Во время сварки:
применять технику сварки, обеспечивающую оптимальный термический цикл и геометрию сварочной ванны;
по возможности обеспечить измельчение зерен материала сварочной ванны в период ее кристаллизации.
Способ устранения
Место образования трещины удалить шлифовальным инструментом. Образовавшуюся полость заварить.
|
