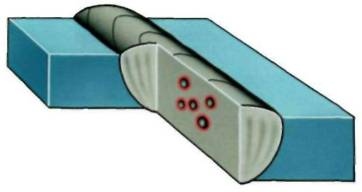
Дефекты сварных швов и соединенийСкопление пор (2013)
ГРУППА газовых полостей (три и более), расположенных кучно, с шагом менее трех максимальных размеров наибольшей из них
Не допустимо , так как является местным участком провала прочности шва и концентратором напряжения
Внешние признаки: отсутствуют, так как дефект находится внутри сварного шва. Обнаруживают методом неразрушающего контроля.
Процесс возникновения:
Жидкий металл сварочной ванны кристаллизуется быстрее, чем всплывают и лопаются на ее поверхности выделяющиеся пузырьки.
Причины возникновения
плохая газовая защита сварочной ванны, в частности, в начальный момент зажигания дуги (так называемая стартовая пористость);
сварка по окисленным поверхностям конструкции;
сварка длинной дугой;
плохая прокалка электродов;
покрытие электродов содержит избыток минеральных и органических пластификаторов.
Способы предепреждения
Перед сваркой:
не применять электроды с осыпавшимся или вздутым покрытием;
при сварке электродами с целлюлозным покрытием оставлять огарок длиной 50-70 мм:
зажигать дугу на выводных планках.
Во время сварки:
вести сварку без перерывов;
при длинномерных швах возбуждать дугу для сварки 2-го и последующих швов на переносной специальной пластине из того же материала, что и основная конструкция;
режим сварки должен соответствовать указанному в нормативно-технической документации.
Способ устранения
Дефектный участок вырубают или вычищают и вновь заваривают.
|
